


 Рейтинг: 4.0/5.0 (1886 проголосовавших)
Рейтинг: 4.0/5.0 (1886 проголосовавших)Категория: Windows: другое
1. Введение
Современное машиностроительное производство трудно представить без станков iисловым программным управлением. Сегодня они широко применяются как на промышленных гигантах, так и на малых предприятиях. Несомненно, что успешное развитие машиностроительной промышленности невозможно без активного использования оборудования iПУ и автоматизации производства.
Увеличение парка станков iПУ приводит к повышению требований к технологической подготовке производства, в том числе к качеству разработки управляющих программ (УП). Разработка УП - сложный и трудоемкий процесс, во многом определяющий эффективность использования оборудования iПУ и качество обрабатываемых деталей, поэтому сейчас большое внимание обращается на разработку и совершенствование систем и методов автоматизированной подготовки УП. Особое внимание проблеме автоматизированной подготовки управляющих программ уделяется в составе комплексной системы САПР-АСТПП-ГПС. программа при этом является результатом сквозного цикла обработки информации от чертежа детали до программы ее изготовления на станках iПУ, совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки. Система автоматизированного программирования (САП) оборудования iПУ - составная часть такой комплексной системы.
Сегодня все основные разработчики САПР в составе своих программных комплексов предлагают модули для разработки УП для станков iПУ. К достоинствам этих модулей можно отнести то, что, будучи интегрированными в системы автоматизированного проектирования и соответственно обеспечивая корректный обмен моделями между конструкторскими и технологическими модулями, они позволяют успешно разрабатывать УП для основных видов металлообрабатывающего оборудования со стандартными технологическими возможностями - для фрезерных, токарных и электроэрозионных станков. Недостатками же многих систем являются необходимость в высокой квалификации технологов для работы в CAM-системе, зачастую неинформативный интерфейс пользователя, необходимость выполнения многочисленных ручных операций, недостаточно развитые функции диагностики программ на предмет выявления ошибок, ограниченные возможности создания УП для наиболее современных или уникальных видов оборудования.
Для предприятий, использующих машины термической резки, лазерной, гидроабразивной, и прочих видов резки металла внедрение современных информационных технологий - задача из числа самых актуальных. Понятно, что сокращение сроков подготовки программ раскроя, оптимальное размещение деталей на листе, меньший расход материала решающим образом повлияют на себестоимость и качество выпускаемой продукции. Одной из технологических операций, автоматизация которой особенно выгодна и широко распространена - раскрой листового материала. На сегодняшний день разработано и успешно используется несколько программных комплексов, которые помогают технологу эффективно решить эту задачу.
Цель данной дипломной работы - разработать технологический процесс раскроя листового металла (фигурный) и управляющую программу для станка iПУ с помощью одного из самых распространённых отечественных программных комплексов Техтран, создать пакет необходимой документации, проанализировать особенности этого комплекса и способы повышения эффективности работы с ним.
2. Обзор программного комплекса Техтран
.1 Общие сведения
Техтран - это семейство современных CAM систем, объединенных общим названием, единой структурой и интерфейсом, эффективно сочетающих лучшие свойства графических и технологических систем проектирования, преимущества профессионально ориентированного пользовательского интерфейса со всеми достоинствами представления программы на понятном технологу языке.
Каждая из систем, входящих в семейство, ориентирована на определенный вид обработки. Едиными для всех являются: стандартные функции разработки, контроля и отладки УП и, прежде всего, ядро входного языка, включающее все геометрические определения и универсальные технологические и специальные операторы. Благодаря универсальности решений и открытости данных Техтран уже более двадцати лет успешно используется предприятиями самых различных отраслей.
Техтран обеспечивает:
построение геометрической модели детали,
задание обработки: построение траектории движения инструмента и назначение технологических команд,
получение УП для различных станков iПУ,
автоматическую генерацию текста программы на языке Техтран,
средства разработки и отладки программ,
обмен геометрическими данными с другими CAD/CAM системами,
средства настройки на конкретное оборудование iПУ
Разработка технологического процесса раскроя


















Декабрь 15, 2011 – 14:16
С помощью современных технологий осуществляется высокотехнологичный процесс обработки металлопроката. Применяются самые разнообразные методы обработки листового металлопроката. Изготовление изделий и деталей из металлического листа стало совершенно иным с помощью новых автоматизированных технологий и запрограммированных машин и станков. Компьютеризированное производство позволяет свести к минимуму ошибки из-за человеческого фактора, а также обеспечивает повышение производительности процесса изготовления того или иного изделия.
Программное обеспечение, которое используется для резки листового металла - очень популярное явление, поэтому предложение на рынке растет. Программа сделает сложную работу за оператора, автоматически составит карты раскроя листового металлопроката.
Вошедшая в эксплуатацию программа раскроя листового металла проста в использовании, позволяет экономно расходовать сырье. Программа предоставляет ряд преимуществ в использовании – это контролирование расходов материала и его остатков, экономия времени по подготовке схем раскроя листового металла.
Как решить задачу по раскрою листового металла? Специально разработанные программы сочетают в себе возможности по подготовке материала к точному раскрою. Функции программы полностью заменяют «ручную» работу, и подготовка к производственному процессу становится полностью автоматизирована. Все решения в программе – это сумма наработок результатов различных предприятий, которые в своей работе используют такие программы по раскрою листового металла. В программе объединяются проверенные средства программирования с использованием возможности обработки баз данных. База данных используется программой для контроля материалов, остатков сырья. В процессе раскроя листового металла программа взаимодействует с различными объектами, которые необходимы в работе.
Специально разработанные программы сочетают в себе возможности по подготовке материала к точному раскрою. Функции программы полностью заменяют «ручную» работу, и подготовка к производственному процессу становится полностью автоматизирована. Все решения в программе – это сумма наработок результатов различных предприятий, которые в своей работе используют такие программы по раскрою листового металла. В программе объединяются проверенные средства программирования с использованием возможности обработки баз данных. База данных используется программой для контроля материалов, остатков сырья. В процессе раскроя листового металла программа взаимодействует с различными объектами, которые необходимы в работе.
Программе дается задание на раскрой. Подготавливаются металлические листы для изготовления. С помощью программы размещать металлические листы можно не только автоматически, но и вручную. Программа следит за количеством не размещенных деталей и возможностью производства детали из определенного стального листа.
Источник: metall-moscow.ru
Автор. Николай Бурденков, Владислав Кириленко, Юрий Романченко
CADmaster, 26 апреля 2000
Для предприятий, использующих машины термической резки, внедрение современных информационных технологий -- задача из числа самых актуальных. Понятно, что сокращение сроков подготовки программ раскроя, оптимальное размещение деталей на листе, меньший расход материала решающим образом повлияют на себестоимость и качество продукции.
Новый программный продукт Техтран Раскрой дополняет линейку программ семейства Техтран и предназначен для проектирования программ раскроя листового материала. Возможности CAM-системы объединены здесь с функциями организации производственного процесса. Подход к решению, использованный в программе, суммирует опыт работы ряда предприятий, эксплуатирующих машины термической резки. Задача в том, чтобы по заданию на раскрой, которое состоит из номенклатуры отобранных деталей и их количества по каждому наименованию, оперативно, учитывая складские запасы, оптимальным образом разложить детали на листах и получить управляющие программы резки этих деталей. Листы делового отхода, остающиеся после работы, должны быть учтены в базе данных системы для дальнейшего использования.
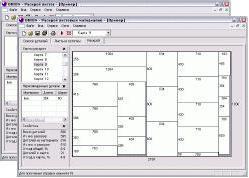
База данныхТехтран Раскрой объединяет традиционные для Техтрана средства программирования обработки с базой данных. Объектами базы данных стали теперь и программы раскроя листов металла, а потому на нее возлагается управление не только различными данными, но и работой системы в целом. В базе данных хранятся объекты следующих типов:
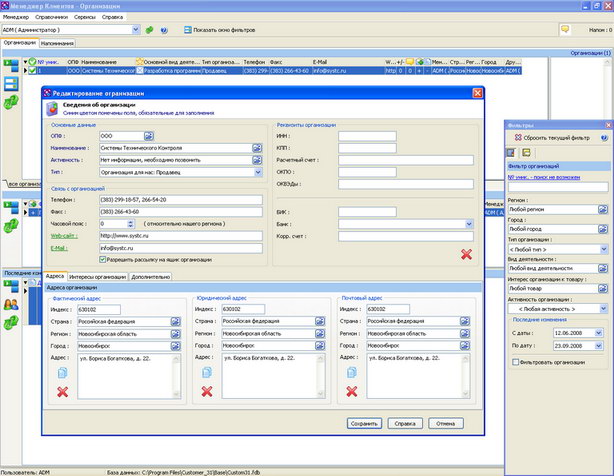
Рис.1. Окно базы данных в режиме просмотра деталей Прежде всего в базу данных вносятся детали, которые могут быть построены средствами Техтрана или импортированы из другой системы. Детали удобно просматривать одновременно с полным их списком (рис.1). На рис.2 приведен вид экрана в режиме просмотра раскроев листов. Следует отметить, что для управления всеми объектами базы данных в Техтране предлагается наглядный единый механизм, использующий две панели. Это позволяет производить действия над объектами из списка в базе данных (создание, удаление, редактирование и просмотр параметров) и одновременно видеть на соседней панели графическое представление элементов списка (деталей, листов, раскроев листов и т.п.). К тому же наличие двух панелей делает удобной работу при иерархическом включении одних объектов в другие. Например, раскрой листа содержит детали. Чтобы организовать просмотр деталей, относящихся к различным раскроям, на одной панели можно отобразить список раскроев листов, а на другой -- список деталей, размещенных на конкретном листе.
Рис.2. Окно базы данных в режиме просмотра раскроев листов
База данных не привязана к конкретной СУБД, поэтому пользователи могут выбирать ее в зависимости от своих потребностей. Более того, к записям могут добавляться новые поля.
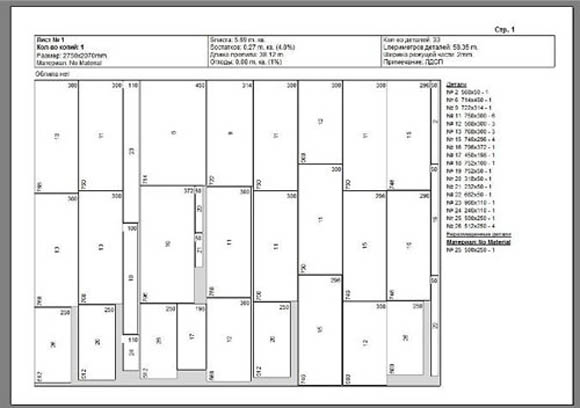
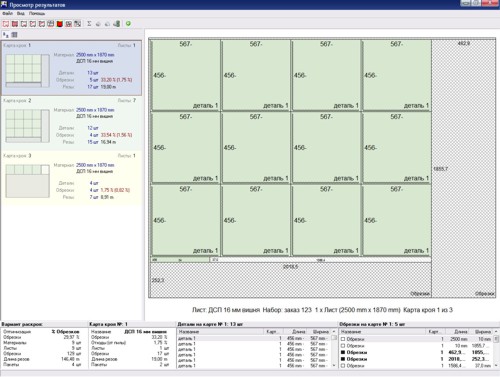
Интерактивное и автоматическое размещение деталейПроцесс работы начинается с формирования задания на раскрой. В него вносятся все детали, которые требуется изготовить, причем для каждой из них указывается количество экземпляров. В режиме автоматического размещения все детали задания оптимальным образом укладываются на листах, при этом выдерживаются заданные расстояния до края листа и между деталями. Стратегия автоматического размещения обеспечивает весьма высокий коэффициент использования материала. Подходящие листы подбираются со склада листов, хранящегося в базе данных. Программа позволяет также автоматически разместить отобранные детали на конкретном листе. Результат такого размещения показан на рис.3.
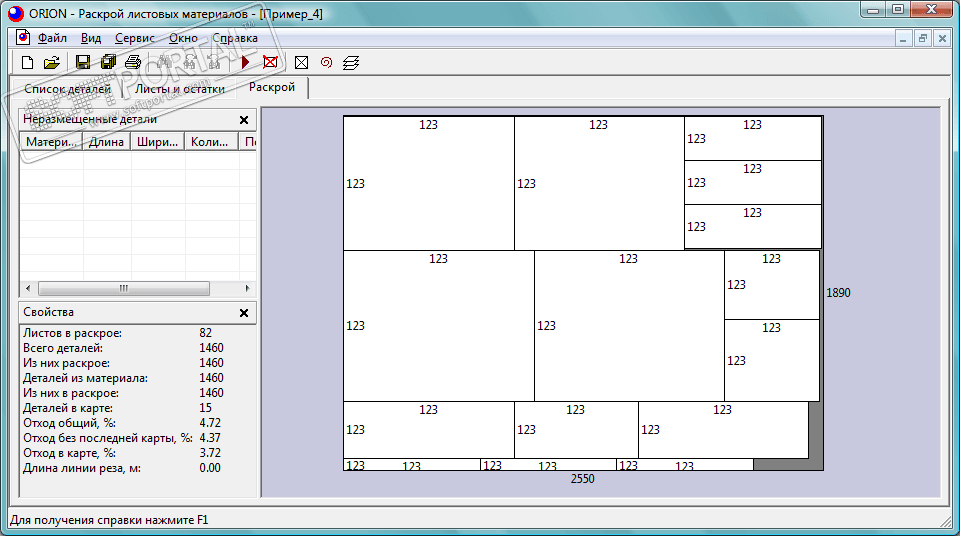
Рис.3. Результат автоматического размещения деталей на листе Предусмотрен интерактивный режим. деталь выбирается из списка неразмещенных деталей задания на раскрой и укладывается на лист, а затем перемещается на свободное место средствами графического редактора (рис.4). Есть также средства точного контроля взаимного расположения объектов.
Рис.4. Интерактивное размещение деталей на листе После того как детали размещены на листе, программируется обработка. В простейшем случае надо лишь последовательно указать обрабатываемые контуры деталей. Техтран строит траекторию движения инструмента с учетом необходимых поправок, формирует подходы, отходы и вспомогательные перемещения инструмента, команды включения и выключения резака, подачи, коррекции и т.д. Построение траектории резки иллюстрирует рис.5.
Рис.5. Построение траектории резки
Для нестандартных случаев предусмотрена возможность построения траектории и задания технологических команд в явном виде. Из неиспользованной части листа формируется деловой отход, который может быть помещен в базу данных для последующего применения.
Получение управляющей программыВ состав системы включены данные об оборудовании, позволяющие формировать управляющие программы для машин термической резки, таких как "Гранат", "Кристалл", "Комета", "Енисей", "ESAB", "HEBR". По программе раскроя листа для одного станка можно получить УП для любого другого из имеющихся в списке.
Техтран обеспечивает возможность настройки на конкретное оборудование с ЧПУ. Для описания оборудования требуется заполнить паспорт станка и создать модуль станка на специальном языке Техпост. Такой механизм позволяет пользователям самостоятельно учитывать особенности формирования УП, разрабатывая собственные модули на основе уже имеющихся.
ДокументированиеКак правило, конкретный вид выходных документов определяется традициями предприятия. Поэтому пользователю необходима возможность настройки формата документов и объема выводимой информации. При помощи Генератора отчетов, входящего в Техтран Раскрой, для каждого типа документов можно написать программу вывода требуемых данных в нужном формате.
Карта раскроя листа представляет собой изображение листа с разложенными на нем деталями, траекторией движения инструмента и текстовой информацией. Каждая деталь снабжена номером, соответствующим ее месту в спецификации. Штамп содержит характеристики листа и реквизиты разработчика.
В спецификацию карты раскроя листа включается перечень деталей, разложенных на листе с указанием их обозначения, количества, габаритов, массы и др.
Спецификация задания на раскрой содержит перечень входящих в задание деталей, ведомость расхода листов, перечень размещенных и неразмещенных деталей.
Автоматическая генерация текста программыПри построении геометрических объектов и проектировании раскроя листа происходит формирование текста программы на языке Техтран. Программа включает в себя всю последовательность произведенных действий и может быть использована при дальнейшей работе, что позволяет гибко сочетать удобство диалогового режима с преимуществами текстового представления программы, к которым относятся:
Раскрой листа и соответствующий ему текст программы на Техтране показаны на рис.6
Рис.6. Текст программы раскроя листа
Для работы с программой на языке Техтран предусмотрены разнообразные средства.
Команды выполнения (выполнить оператор, перейти в макрос, выполнить программу до конца, до курсора и т.п.) позволяют выполнять и отлаживать программу на Техтране. Используя эти команды, можно выполнить программу целиком или по частям, приостанавливая процесс для анализа результатов выполнения отдельных операторов.
Средства контроля выполнения дают возможность просматривать значения переменных, использовать графическое окно для визуального контроля объектов программы и просматривать диагностическую информацию, сформированную в ходе выполнения программы.
Платформа и интерфейсПлатформа: Windows 95/98/NT, Pentium 200, 64 RAM, 1Gb HDD, CD-ROM.
Интерфейсы: графика -- формат DXF, база данных -- ODBC.
Всем нам знакомы такие, казалось бы простые детали как шайбы, фланцы и т.д. Но как производятся такие детали? Рубкой металла? Сверлением? Фрезерованием? Возможно, но это технологии прошлого века. В современном мире подобные детали целесообразней изготавливать с помощью автоматизированной установки плазменной резки .
Такая установка представляет собой координатный (рабочий) стол, на котором располагается лист металла. Над столом перемещается портал, с суппортом, на котором закреплен плазменный резак (плазматрон). Позиционируется резак с точностью до 0,1 мм автоматически. Им управляет программа. Модуль ЧПУ (числового программного управления) позволяет автоматизировать задачу не только позиционирования резака, но и выбора режима резки в зависимости от толщины прорезаемого металла. Для того, чтобы заставить модуль работать, ему нужна программа. Алгоритм операций, которые нужно выполнить для вырезания деталей. Такую программу можно получить автоматически с помощью прилагаемого программного обеспечения. Пользователю нужно лишь добавить чертеж детали, сделанный в любой чертежной программе, указать размер листа металла и требуемое количество вырезаемых деталей. Программа сама рассчитает все параметры резки, в том числе и оптимальное расположение деталей на листе, чтобы минимизировать отходы материала.
Итак, вернемся к установке. Вырезание деталей возможно из металла толщиной от 0,5 до 100 мм и более. Все зависит от возможностей источника плазменной резки, которым укомплектована установка. Естественно, более мощный источник позволяет резать более толстый металл. Помимо этого от источника плазменной резки зависит качество самого реза. Кромка вырезаемой детали может быть ровной, гладкой и без окалины при правильно подобранном источнике и при соблюдении требуемых параметров резки. Напомним, что параметры резки задаются и контролируются системой ЧПУ.Все просто. Оператору установки нужно всего лишь загрузить готовую программу в модуль управления, расположить на столе лист металла и нажать кнопку старт. В считанные минуты установка вырежет требуемое количество деталей. Обслуживать работу установки может один человек. При этом производительность такой системы на порядок превышает все альтернативные методы производства деталей из листового металла.
Заинтересовались? Как выбрать установку плазменной резки?
На рынке можно найти огромное количество различных установок плазменной резки. Чем они отличаются друг от друга?
Разобраться и понять какая установка будет выгодным приобретением довольно не легко. Позволит ли она выполнять поставленные вами задачи? Насколько качественно и быстро позволит это делать? Прослужит ли долго и не будет требовать "особого" ухода?
Несомненно вам стоит обратиться к специалистам при выборе установки плазменной резки. К примеру, специалисты компании CyberSTEP с радостью ответят на ваши вопросы, помогут подобрать необходимую конфигурацию установки.
Компания CyberSTEP производит установки плазменной резки портального типа, пятикоординатные системы плазменного 3D раскроя трубы и балки, осуществляет монтаж и пуск в эксплуатацию оборудования, гарантийное и постгарантийное обслуживание, обучение персонала предприятий работе с установками плазменной резки.
Краткое сожержание материала:
Размещено на
1. Введение
Современное машиностроительное производство трудно представить без станков с числовым программным управлением. Сегодня они широко применяются как на промышленных гигантах, так и на малых предприятиях. Несомненно, что успешное развитие машиностроительной промышленности невозможно без активного использования оборудования с ЧПУ и автоматизации производства.
Увеличение парка станков с ЧПУ приводит к повышению требований к технологической подготовке производства, в том числе к качеству разработки управляющих программ (УП). Разработка УП - сложный и трудоемкий процесс, во многом определяющий эффективность использования оборудования с ЧПУ и качество обрабатываемых деталей, поэтому сейчас большое внимание обращается на разработку и совершенствование систем и методов автоматизированной подготовки УП. Особое внимание проблеме автоматизированной подготовки управляющих программ уделяется в составе комплексной системы САПР-АСТПП-ГПС. программа при этом является результатом сквозного цикла обработки информации от чертежа детали до программы ее изготовления на станках с ЧПУ, совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки. Система автоматизированного программирования (САП) оборудования с ЧПУ - составная часть такой комплексной системы.
Сегодня все основные разработчики САПР в составе своих программных комплексов предлагают модули для разработки УП для станков с ЧПУ. К достоинствам этих модулей можно отнести то, что, будучи интегрированными в системы автоматизированного проектирования и соответственно обеспечивая корректный обмен моделями между конструкторскими и технологическими модулями, они позволяют успешно разрабатывать УП для основных видов металлообрабатывающего оборудования со стандартными технологическими возможностями -- для фрезерных, токарных и электроэрозионных станков. Недостатками же многих систем являются необходимость в высокой квалификации технологов для работы в CAM-системе, зачастую неинформативный интерфейс пользователя, необходимость выполнения многочисленных ручных операций, недостаточно развитые функции диагностики программ на предмет выявления ошибок, ограниченные возможности создания УП для наиболее современных или уникальных видов оборудования.
Для предприятий, использующих машины термической резки, лазерной, гидроабразивной, и прочих видов резки металла внедрение современных информационных технологий - задача из числа самых актуальных. Понятно, что сокращение сроков подготовки программ раскроя, оптимальное размещение деталей на листе, меньший расход материала решающим образом повлияют на себестоимость и качество выпускаемой продукции. Одной из технологических операций, автоматизация которой особенно выгодна и широко распространена - раскрой листового материала. На сегодняшний день разработано и успешно используется несколько программных комплексов, которые помогают технологу эффективно решить эту задачу.
Цель данной дипломной работы - разработать технологический процесс раскроя листового металла (фигурный) и управляющую программу для станка с ЧПУ с помощью одного из самых распространённых отечественных программных комплексов Техтран, создать пакет необходимой документации, проанализировать особенности этого комплекса и способы повышения эффективности работы с ним.
2. Обзор программного комплекса «Техтран»
2.1 Общие сведения
Техтран -- это семейство современных CAM систем, объединенных общим названием, единой структурой и интерфейсом, эффективно сочетающих лучшие свойства графических и технологических систем проектирования, преимущества профессионально ориентированного пользовательского интерфейса со всеми достоинствами представления программы на понятном технологу языке.
Каждая из систем, входящих в семейство, ориентирована на определенный вид обработки. Едиными для всех являются: стандартные функции разработки, контроля и отладки УП и, прежде всего, ядро входного языка, включающее все геометрические определения и универсальные технологические и специальные операторы. Благодаря универсальности решений и открытости данных Техтран уже более двадцати лет успешно используется предприятиями самых различных отраслей.
Техтран обеспечивает:
построение геометрической модели детали,
задание обработки: построение траектории движения инструмента и назначение технологических команд,
получение УП для различных станков с ЧПУ,
автоматическую генерацию текста программы на языке Техтран,
средства разработки и отладки программ,
обмен геометрическими данными с другими CAD/CAM системами,
средства настройки на конкретное оборудование с ЧПУ
Разработка технологического процесса раскроя
Техтран - Раскрой листового материала (прямоугольный)
Комплексное решение задачи прямоугольного раскроя листового материала.
Техтран - Электроэрозионная обработка
Проектирование управляющих программ (УП) 2-4-координатной обработки деталей с вертикальной и наклонной боковой поверхностью, с постоянным и переменным углом наклона проволоки.
Специальные решения:
Техтран - Контроль управляющих программ
Отображение, контроль и редактирование управляющих программ (УП) для станков с ЧПУ.
Техтран - Архив и редактор управляющих программ Централизованное хранение управляющих программ. чертежей, вспомогательных файлов. Редактирование управляющих программ. Приём и передача УП как на станок, так и со станка на компьютер в бюро ЧПУ!
Техтран - Многошпиндельное сверление
Проектирование управляющих программ (УП) для сверлильных станков с ЧПУ.
Техтран - Проектирование механической обработки протяжек.
Проектирование управляющих программ (УП) для токарных, токарно-фрезерных станков с ЧПУ.
Техтран - Контур (сервисная программа в среде <![CDATA[<noindex>]]>AutoCAD <![CDATA[</noindex>]]>)
Подготовка контуров для экспорта из среды <![CDATA[<noindex>]]>AutoCAD <![CDATA[</noindex>]]> в Техтран.
Первая версия системы Техтран была выпущена в 1976 году( фрезерная обработка).В то время это были программы на перфокартах Холлерита.А первое автоматизированное рабочее место Техтран было установлено в 1977г. С тех пор система была существенно улучшена за счет аккумуляции технологического опыта и внедрения достижений современных компьютерных технологий. Программа постоянно развивается, последняя версия под номером 5.3 вышла в июле 2008 года. За время, прошедшее с выпуска первых версий, система претерпела значительные изменения и сейчас может успешно конкурировать с зарубежными CAM-системами, при этом являясь значительно дешевле их.
Одним из преимуществ системы Техтран является использование в процессе проектирования раскроя единой базы данных. Это позволяет организовать централизованное хранение информации и обеспечить возможность параллельной работы нескольких технологов с одними и теми же объектами, а также синхронизацию с другими базами данных предприятия (склад, нормирование, бухгалтерия). Например, связав базу данных Техтран с системой управления складом, технолог всегда будет иметь доступ к оперативной информации о наличии на складе листов для раскроя.
Все версии системы объединяет технология APT (Automatically Programmed Tools). АРТ-технология построена на принципе функционального описания геометрии детали и технологии обработки. Каждой функции соответствует оператор языка АРТ, из последовательности которых формируется выполняемая программа. Такой вид представления исходных данных удобен для технолога-программиста как при разработке УП, так и при их отладке, занимающей сопоставимое или даже большее время, чем разработка программы. Следствием забвения этих принципов и приемов АРТ технологии и преобладания чисто геометрического моделирования в САМ системах нового поколения является утрата гибкости программирования и отладки. Стандартные действия, такие как задание технологической команды, вставка или модификация участка траектории, требующие порой от технолога-программиста немалых усилий, заставляют возвращаться к приемам программирования начального периода ЧПУ. Управляющая программа, отлаженная с точки зрения формообразования, дорабатывается вручную путем задания и корректировки режимов обработки, технологических команд, вводом кадров, содержащих вспомогательные перемещения. Все эти доработки никак не отражаются в исходной модели обработки, созданной в САМ системе и, даже при незначительных корректировках исходной геометрии, требуют повторного ручного ввода. Следует отметить, что практика и реальные потребности техно.
С помощью современных технологий осуществляется высокотехнологичный процесс обработки металлопроката. Применяются самые разнообразные методы обработки листового металлопроката. Изготовление изделий и деталей из металлического листа стало совершенно иным с помощью новых автоматизированных технологий и запрограммированных машин и станков. Компьютеризированное производство позволяет свести к минимуму ошибки из-за человеческого фактора, а также обеспечивает повышение производительности процесса изготовления того или иного изделия.
Программное обеспечение, которое используется для резки листового металла - очень популярное явление, поэтому предложение на рынке растет. Программа сделает сложную работу за оператора, автоматически составит карты раскроя листового металлопроката.
Вошедшая в эксплуатацию программа раскроя листового металла проста в использовании, позволяет экономно расходовать сырье. Программа предоставляет ряд преимуществ в использовании – это контролирование расходов материала и его остатков, экономия времени по подготовке схем раскроя листового металла.
Как решить задачу по раскрою листового металла?
Специально разработанные программы сочетают в себе возможности по подготовке материала к точному раскрою. Функции программы полностью заменяют «ручную» работу, и подготовка к производственному процессу становится полностью автоматизирована. Все решения в программе – это сумма наработок результатов различных предприятий, которые в своей работе используют такие программы по раскрою листового металла. В программе объединяются проверенные средства программирования с использованием возможности обработки баз данных. База данных используется программой для контроля материалов, остатков сырья. В процессе раскроя листового металла программа взаимодействует с различными объектами, которые необходимы в работе.
Программе дается задание на раскрой. Подготавливаются металлические листы для изготовления. С помощью программы размещать металлические листы можно не только автоматически, но и вручную. Программа следит за количеством не размещенных деталей и возможностью производства детали из определенного стального листа.
Специалисты компании ООО "Кремсвитло" предложат Вам услугу по раскрою листового металла на самых лучших условиях.
 Раскрой листового металла – это очень ответственная технологическая операция. Ведь от качества заготовок зависит и качество, и сама возможность сборки какого-либо узла или механизма. Поэтому в современном машиностроении, а равно и в других отраслях, нуждающихся в сложных или простых металлоконструкциях, используют только высокотехнологичные схемы раскроя.
Раскрой листового металла – это очень ответственная технологическая операция. Ведь от качества заготовок зависит и качество, и сама возможность сборки какого-либо узла или механизма. Поэтому в современном машиностроении, а равно и в других отраслях, нуждающихся в сложных или простых металлоконструкциях, используют только высокотехнологичные схемы раскроя.
И в данной статье мы расскажем нашим читателям о таких схемах, затронув и технологии точной резки, и типы оборудования, позволяющего реализовать такую обработку.
Сверхточная резка: обзор технологийВ современном производстве высокоточная резка реализуется в формате технологий термической или термомеханической обработки металла. И к таким технологиям можно причислить лазерную резку и плазменный раскрой.
Оба процесса предполагают генерацию в произвольной точке на заготовке высокотемпературной зоны, создаваемой узконаправленным воздействием плазменного или лазерного луча.
Эта зона является катализатором процесса термического окисления металла, который поддерживается обдувкой зоны «горения» кислородом.
Перемещая форсунку нагнетательной системы можно не только контролировать процесс термического окисления, но и управлять, перемещая высокотемпературную зону вдоль контура будущей заготовки.
В итоге, с помощью инициируемого лазером или плазмой термического окисления можно добиться проплавления листа металла вдоль всего периметра заготовки. Кроме того, с помощью этих же технологий можно вырезать отверстие в теле заготовки или полуфабриката.
Указанные операции выполняются на специальном оборудовании, которому доступны и раскрой и гибка листового металла. Однако подобные комплексы присутствуют в станочном парке далеко не всех производителей. И большинство заводов и фабрик заказывает подобную резку на стороне. Причем класс точности и производительность процесса резки зависит от типа «генератора» высокотемпературной зоны. Поэтому далее по тексту мы присмотримся к лазерным и плазменным станкам более подробно.
Лазерный раскрой листового металла С помощью лазерной резки можно раскраивать не только металлические, но и полимерные или деревянные листы. При этом лазерный станок гарантирует не только высокое качество среза, но и обеспечивает высокую производительность (за счет хорошей скорости и высокой степени мобильности режущей головки).
С помощью лазерной резки можно раскраивать не только металлические, но и полимерные или деревянные листы. При этом лазерный станок гарантирует не только высокое качество среза, но и обеспечивает высокую производительность (за счет хорошей скорости и высокой степени мобильности режущей головки).
Ограничение по толщине раскраиваемого металла практически отсутствуют (с учетом нормированной толщины листового проката). А сложность формы заготовки определяет только программа для раскроя листового металла, вводимая в блок числового программного управления станка.
Сам станок состоит из «режущего» узла и рабочего стола. При этом определенной подвижностью обладают и столы, и режущие головки. Такая схема позволяет обрабатывать на станке не только плоские, но и объемные детали – уголки, швеллеры, трубы, кронштейны и прочую продукцию.
В основе классификации лазерных станков лежит тип и мощность главного «режущего» инструмента – лазера.
И по этому признаку станки разделяют на:
Главное достоинство лазерных станков – отсутствие механических напряжений в зоне деформации, поэтому такое оборудование используется в процессе резания очень хрупких материалов. Кроме того, с помощью лазерного станка можно вырезать отверстия с толщиной менее одного миллиметра.
К прочим положительным чертам этой технологии можно отнести отсутствие заусенцев на срезе, быструю окупаемость, возможность обрабатывать нестандартные детали.
Плазменный раскрой листового металла Резание металлов плазмой реализуется с помощью ручных резаков на основе сварочного выпрямителя или стационарных аппаратов портального типа с реечным приводом. Последний вариант обеспечивает максимальную точность и качество среза.
Резание металлов плазмой реализуется с помощью ручных резаков на основе сварочного выпрямителя или стационарных аппаратов портального типа с реечным приводом. Последний вариант обеспечивает максимальную точность и качество среза.
Ручной вариант, соответственно, славится высокой мобильностью. Хотя и не гарантирует той точности среза, которую может обеспечить стационарный станок для раскроя листового металла.
Компоновка ручного аппарата предполагает наличие всего трех узлов – сварочного выпрямителя, горелки и резервуара с кислородом. Выпрямитель генерирует разницу потенциалов, горелка удерживает неплавкий электрод и направляет, с помощью форсунки, струю кислорода в зону «резания» металла. Резервуар (обычный баллон) используется для хранения порции кислорода под давлением.
Стационарный агрегат использует все эти компоненты, добавляя к ним еще и рабочий стол, на котором закреплена разделываемая заготовка и механизм реечной подачи, перемещающий рабочий орган – газовую горелку.
Ручной аппарат можно приобрести в любом магазине сварочного оборудования. Стационарные станки покупают только крупные заводы или компании реализующие услуги на рынке мелкосерийного изготовления деталей неординарной формы. Поскольку такое оборудование стоит намного дороже ручного резака.
Однако за большие деньги можно приобрести устройство со следующим перечнем достоинств:
Поэтому стационарные аппараты плазменной резки пользуются у заинтересованной аудитории не меньшим спросом, чем дешевые ручные аналоги.
Организация отпуска материалов. Подготовка материалов к производственному потреблению. Для улучшения обслуживания производства необходимо, чтобы поступающие в цеха материалы были вполне подготовлены для обработки, предусмотренной технологическим процессом. Помимо расфасовки различных материалов и комплектования покупных деталей. для машиностроительного производства особое значение имеет подготовка к производству металлов. Она состоит в нарезке заготовок из сортового проката. раскрое листового металла, правке пруткового металла и т. д. Передовой опыт машиностроительных заводов показывает целесообразность и эффективность централизации этих работ в органах 33 иэм 760 5 1 3 [c.513]
Еслн контур разделения при раскрое листового металла криволинейный замкнутый или незамкнутый, для вырубки применяются штампы. Контуры вырубаемых заготовок должны быть удалены друг от друга на величину технологической перемычки. Основное назначение перемычки — компенсировать погрешности подачи материала и фиксации его в штампе с тем, чтобы обеспечить полную вырубку детали по всему контуру и предотвратить получение бракованных деталей. Ширину перемычки вы- [c.288]
РАСКРОЙ ЛИСТОВОГО МЕТАЛЛА [c.52]
При раскрое листового металла пользуются шаблонами, изготовленными из листовой углеродистой стали. листового алюминия или фанеры, причем применяют шаблоны заготовок (ШЗ), позволяющие вырезать заготовку с припуском на последующую обработку или так называемые шаблоны развертки деталей (ШРД), позволяющие вырезать точные заготовки, не требующие обрезки припуска после формообразования из них деталей. [c.53]
Рациональный раскрой листового металла должен обеспечить не только комплектность заготовок или деталей с наименьшим процентом отхода листового металла. но и высокую производительность труда при выполнении операций резания. Большие отходы получаются при раскрое заготовок или деталей со сложным криволинейным контуром или имеющих форму круга, а также при нерациональном разложении шаблонов на листе. Довольно часто из-за невозможности полностью реализовать листы в заказных размерах по материальной спецификации прибегают к разрезанию (роспуску) его на более мелкие части, что значительно увеличивает процент отхода. [c.53]
Раскрой листового металла [c.255]
Раскрой листового металла на штучные заготовки и полосы является первой операцией, связанной с потерями металла в виде обрезков и неиспользуемых отходов. [c.255]
В настоящее время централизованный раскрой листового металла с применением математических методов применяется на ряде предприятий [24 ] и позволяет экономить до 8—10% металлопроката. [c.158]
Рис. 1. Раскрой листового металла
Для сокращения отходов при раскрое листового металла используют карты раскроя. Эти карты применяют при групповом (получение из листа группы заготовок для деталей разных наименований) или индивидуальном раскрое (получение из листа заготовок для деталей одного наименования). [c.265]
Лазерная технология в последнее время находит все более широкое применение в промышленности. Прошивка точных отверстий в рубиновых часовых камнях, алмазных волоках, диафрагмах и фильерах, резка листового металла. раскрой тканей, разделение хрупких материалов. подгонка номиналов электронных приборов. сварка различных материалов, балансировка вращающихся масс— вот неполный перечень работ. выполняемых с помощью лазерного излучения. При использовании лазерной технологии в большинстве случаев повышается производительность, точность и качество обработки, улучшаются условия труда. повышается культура производства. [c.5]
При раскрое и резке листового металла и стеклопластиков для покрытия тепловой изоляции необходимо остерегаться пореза рук о заусенцы и острые кромки. [c.195]
Газо-кислородная резка является самым распространенным видом обработки металлов газовым пламенем я находит широкое применение почти во всех областях металлургической и металлообрабатывающей промышленности. Ее применяют при раскрое листовой стали. при резке профильного металла, при вырезке косынок, кругов фланцев и других фасонных заготовок. Для метал- [c.386]
На рис. 1Х.43 показано расположение оборудования для раскроя листового металла в заготовительном отделении в одном поперечном пролете. Поточные линии. на которых производится раскрой металла. расположены таким образом, что ножницы находятся в основных (продольных) пролетах цеха листовой штамповки в зоне, обслуживаемой мостовыми кранами этих пролетов, а устройства для приема пачек ли- [c.288]
Более технологичен раскрой ДВП на гильотинных нол ницах для раскроя листового металла. Такая технология лишена всех пе- [c.135]
Листовая сталь поставляется в листах определенных стандартных размеров. В зависимости от формы заготовок, которые необходимо выкроить, различают прямолинейный, криволинейный и смешанный виды раскроя листового металла (рис. 1). Заготовки на листе можно-рас-положить так, чтобы было удобно его разрезать, однако лист в этом случае расходуется неэкономно (рис. 2, а). Эти же заготовки можно расположить на листе таким образом, чтобы расход металла был минимальным, но разрезание в этом случае будет затруднено (рис. 2, 6). Основное правило. которое следует соблюдать при раскрое, заключается в следующем заготовки на листе должны быть расположены так, чтобы расход металла был минимальным и лист было удобно разрезать. [c.264]
В приводных роликовых конвейерах вращение передается от двигателя на все рабочие ролики. Эти конвейеры широко используют в прокатных цехах для транспортирования металла к прокатным станам. к ножницам, пилам, правильным и охлаждающим устройствам, а также на склад готовой продукции. Большое распространение имеют приводные роликовые конвейеры также на заводах, производящих резку и раскрой листового и профильного металла, на лесопильных и деревообделочных предприятиях при передаче бревен и досок от станка к станку и пр. [c.403]
Особенно широкое распространение получила ручная разделительная резка стали, находящая применение при раскрое листовой стали. при резке профильного металла, при вырезке косынок, кругов, фланцев и других фигур простого и сложного профиля. [c.287]
Основными технологическими резервами использования металла при холодной листовой штамповке являются применение рационального раскроя листов, выбор оптимальных размеров листов, применение безотходной н малоотходной штамповки, использование отходов при раскрое. Опыт автомобильной промышленности показывает, что наибольший экономический эффект дают мероприятия, направленные на совершенствование раскроя. Особенно эффективен комбинированный раскрой — изготовление из одного листа различных по конфигурации и размерам деталей. Рациональный раскрой листа не связан с капитальными вложениями. с коренными изменениями в производственных методах и перестройкой сортамента. [c.211]
При существующих методах изготовления деталей машин из металлов широко используются раскрой фасонного и листового проката и обработка заготовок на металлорежущих станках. требующие больших затрат энергии, времени и сопровождающиеся обычно непроизводительным расходом материала. [c.6]
На заготовительном участке производится первоначальный раскрой металла и изготовление из него всех деталей элементов каркаса. Этот участок включает полный цикл технологических операций по обработке деталей из листового и профильного металла. С заготовительного участка детали в обработанном виде поступают на участок комплектования их в сборочные узлы. Здесь отдельные готовые детали подбираются по спецификациям сборочных чертежей в отдельные узлы или в элементы каркасов, маркируются номером сборочного чертежа и в таком виде комплектно хранятся до пуска узла в сборку. [c.229]
Листовой или широкополосный материал режут на так называемые карты, размеры которых назначают применительно к размерам готовых деталей. Оптимальный раскрой металла. т. е. раскрой с наименьшим отходом металла, предусматривает размещение на картах конфигураций заготовок с минимальными перемычками и с учетом способа дальнейшей их обработки. На [c.34]
Листовой или широкополосный материал режут на так называемые карты, размеры которых назначают применительно к размерам готовых деталей. Оптимальный раскрой металла. т. е. раскрой с наименьшим отходом металла, предусматривает размещение на картах конфигураций заготовок с минимальными перемычками и с учетом способа дальнейшей их обработки. На рис. 41 приведены примеры раскроя металла для вырубки заготовок на прессах а — прямой, [c.82]
Экономия материалов — рациональная конструкция изделия, не требующая лишнего материала уменьшение сечений за счет более точного расчета и максимальных допускаемых напряжений и более прочных сортов металла (низколегированных сталей ) уменьшение отходов при раскрое металла из листовой и профильной стали использование обрезков на мелкие детали экономное расходование электродов, сварочной проволоки и газов для резки — кислорода, ацетилена и т. д. [c.237]
Подготовка листового стеклопластика марок ФСК, ФСМ и др. перед укладкой его на поверхность тепловой изоляции заключается в раскрое в соответствии с размерами изолируемого объекта. Листы стеклопластика так же, как и листы металла, соединяют в картины или обечайки самонарезающими винтами. При этом с обеих сторон шва подкладывают металли ческие полоски. Если стеклопластик имеет повышенную прочность. то металлические полоски можно подкладывать с одной стороны, а с другой под каждый винт подкладывают шайбы. [c.202]
ПЛОСКОСТИ ножей имели некоторый наклон относительно плоскости разрезаемого металла. Электроножницами разрезают листовую сталь толщиной до 2,7 мм и другие листовые материалы. В зависимости от толщины разрезаемого металла и мощности электродвигателя производительность электроножниц достигает 3 — 6 м/мин. Они особенно удобны при резке по фигурному раскрою, так как позволяют резать по контуру с малым радиусом кривизны. [c.63]
При планировке цеха следует учитывать различие в технологических, процессах (особенно при массовом и крупносерийном производствах ) между цехами крупной и средней штамповки и цехами мелкой штамповки, если в качестве исходного материала используется непрерывный материал. В цехах крупной и средней штампбвки отрезка от рулона или вырубка из него заготовок осуществляется на специальных автоматических установках, размещаемых обычно в заготовительном отделении, и нл линии прессов поступают уложенные в пачки штучные заготовки. На штамповочные же участки мелких цехов лента в виде рулонов, если ее ширина соответствует размерам заготовки под деталь, поступает непосредственно со склада металла. минуя заготовительное отделение, и штампуется на прессах этих участков, снабженных автоматическими подачами. И только лента, ширина которой больше, чем это нужно для отдельных деталей, распускается (разрезается) в заготовительном отделении на многодисковых (роликовых) ножницах на узкие ленты требуемой ширины. Но существуют также установки, состоящие из разматывающего устройства и автоматизированного пресса, на котором можно штамповать среднегабаритные детали (по две — четыре детали одновременно) непосредственно из широкорулонного материала. Такие установки фирмы Инноченти (Италия) имеются, например, в прессовом производстве ВАЗа. Эти установки размещают не в заготовительном отделении, а в штамповочных пролетах цеха. Раскрой листового металла во всех случаях производится в заготовительном отделении, [c.284]
Таким образом, наиболее рациональной областью применения процесса воздушно-плазменной резки аппаратом АВПР-1 является механизированный раскрой листовых металлов средней толщины с большой протяженностью реза при минимальном количестве включений. [c.9]
Раскрой листового металла на штучные заготовки и иолосы является первой операцией, связанной с потеря ли металла в виде обрезков и неиспользуемых отходов. При раскрое листов необходимо руководствоваться следующими правилами. [c.285]
Это достигается за счет использования отходов. образующихся при распиловке и пригонке жестких изделий (на щпаклев-ку швов). Также могут быть использованы и обрезки волокнистых материалов (минераловатных). Рентабельный (квалифицированный) раскрой листового металла, стеклопластика, синтетических пленок и других материалов сокращает расход дорогостоящих покрытий. Отдельные небольшие куски покровных материалов могут быть состыкованы и использованы в дальнейшем (для разделок). [c.133]
Основными производственными цехами называются цехи, в которых выполняется обработка и сборка деталей. сборочных единиц я изделий, составляющих основную производственную программу предприятия. Эти цехи подразделяются на заготовительные, обрабатывающие и сборочные. К заготовительным относятся цехи раскройно-заготовительные (правка, резка, зацентров ка, обдирка сортового металла. раскрой листового материала ) литейные (чугунолитейные, сталелитейные, цветного литья. специальных методов литья ) кузнечные (кузнечные, кузнечно-штамповочные, кузнечнопрессовые) и др. К обрабатывающим относятся цехи механические. термические, прессовые (холодной штамповки ), котельные и котельносварочные, металлических конструкций. металлопокрытий, окрасочные, деревообрабатывающие и др. К сборочным относятся цехи сварочно-сборочные, узловой и общей сборки. а также испы-гательные станции или цехи. [c.19]
Ее применяют при раскрое листовой стали. при резке профильного металла, при вырезке косынок, кругов, фланцев и других / орючтшее фасонных заготовок. Ретущий кишроЭ [c.471]
Общая последовательность операций. которой следует придерживаться при изготовлении деталей из листового металла. включает правку листа. раскрой материала. резку заготовок, загиб заготовок или формообразование детали на специальном оборудовании. обрезку готовых деталей, вырезку отверстий, правку и зачистку. Формообразование ДРД, имеющих выпуклые сферические поверхности. осуществляется посадкой кромки на гофрмашине с последующей выколоткой сферы на пневматическо.м выколоточном станке, растяжкой заготовки по заданному профилю на растяжном прессе, штамповкой заготовки на прессе или листоштамповочном молоте с последующей обрезкой кромок. [c.313]
Для машинной резки применяют установки АПР-402, УВПР Киев. ОПР-6 и др. Установка АПР-402 может производить резку черных и цветных металлов и их сплавов толщиной до 160 мм. Она предназначена для комплектования стационарных машин термической резки и обеспечивает раскрой листового материала. резку труб и круглого проката. Рабочий ток устанавливается в пределах [c.91]
В СССР разработаны пакеты прикладных программ для проектирования оптимального раскроя листового металла ( Уклад. Размещение. Раскрой-80. Раскрой-АРМ и др.). Перечисленные программы используют для отыскания оптимального раскроя фигурных заготовок в полосе и оптимального раскроя листа на полосы. Пакеты программ составлены на базе классификации деталей (заготовок) с учетом следующих данных вида исходного Материала (лист, полоса, лента) типа штампа (простого, совмещенного, последовательного действия ) способа подачи материала в штамп (неавтоматизированного, автоматизированного) рядности раскроя (однорядный, двухрядный, п-рядный) вида раскроя (безотходный, малоотходный, с отходами), особенностей конструкции штампа (двухпуансонный, однопуансонный для штамповки через шаг с последующим поворотом полосы на 180°). [c.83]
Для машинной резки применяют установки марок АПР-402, АПР-404, УВПР Киев. ОПР-6 и др. Установка АПР-402 может производить резку черных и цветных металлов и их сплавов толщиной до 160 мм. Она предназначена для комплектования стационарных машин термической резки и обеспечивает раскрой листового материала. резку труб и круглого проката. Сила тока устанавливается в пределах 100—450 А. Напряжение холостого хода — 300 В, рабочее напряжение на дуге — 250 В. Плазмообразующий газ — воздух. Максимальное давление воздуха 0,4 МПа. Замена дорогостоящих газовых смесей обычным воздухом экономически выгодна, значительно упрощает конструкцию установки и повышает производительность в 3—5 раз. [c.331]
Резка неметаллических материалов и металлов осуществляется преимущественно на ИАГ- и СОз-лазерах. Для повышения эффективности процесса, особенно при резке материалов значительной толщины, применяют поддув в зону резания активного или нейтрального газа. Газолазерная резка (ГЛР) позволяет разрезать неметаллические материалы толщиной до 20. 50 мм, а металлы - толщиной до 13. 15 мм при этом щирина реза в пределах 0,1. мм. Скорость резки листовых материалов прямо пропорциональна мощности излучения лазера, обратно пропорциональна толщине материала. его теплопроводности и площади фокального пятна (табл. 24). Газола-зерная установка "Катунь" с мощностью излучения 800 Вт обеспечивает раскрой материалов по заданной программе со скоростью до 20 м/мин и точностью обработки 1. 2 мм. [c.750]
Монтажные размеры должны указываться такими, какими они должны быть в готовом изделии. При назначении размеров соединяемых деталей необходимо учитывать монтажные зазоры и допускаемые отклонения от номинального размера. На чертеже могут быть приведены шаблоны (развертки) для разметки отдельных составных частей. рекомендации по раскрою листа или щю-фильвого металла и другие данные, обеспечивающие качественный монтаж изделия. На детали, изготавливаемые из фасонного или сортового материала отрезкой под прямым углом, из листового материала отрезкой по окружности или по периметру прямоугольника без последующей обработки, соответствующие размеры приводят в спецификации в двух вщ>иангах [c.44]
Смотреть страницы где упоминается термин Раскрой листового металла. [c.610] [c.251] [c.121] [c.126] Смотреть главы в: