




 Рейтинг: 4.2/5.0 (1908 проголосовавших)
Рейтинг: 4.2/5.0 (1908 проголосовавших)Категория: Windows: другое
В этом наборе вы найдете программы для раскроя различных материалов. Вы сможете подготовить карты раскроя листовых строительных материалов и тканей.
Программы для раскроя таких материалов, как ДСП, ДВП, фанера (и тому подобных) обычно позволяют учитывать такие детали, как отступы, кромки, расстояние на распил и т.д. То есть при получении карты раскроя вы будете уверены, что детали буду отвечать точным установленным размерам. Программа может делать поправки исходя из материала деталей.
В функции программы обычно входит оптимизация использования материалов путем нахождения наиболее рационального расположения деталей. Остатки могут быть помечены для других целей. Детали можно импортировать из CAD-программ.
Что касается моделирования одежды, то такие программы, как "Закройщик" позволяют автоматически рассчитывать лекала, учитывать аспекты фигуры и планировать наличие декоративных элементов.
В силу того, что многие операции автоматизированы, использование программа этой категории не составляет труда. Освоить все необходимые операции сможет пользователь, обладающий базовыми навыками работы на компьютере.



















Раскроем называется деление материалов режущим инструментом на детали или заготовки требуемых размеров и формы. Исходным сырьем для раскроя служат листовые материалы (плиты, фанера) и доски из древесины лиственных и хвойных пород. Из листовых материалов получают детали или заготовки, из досок - брусковые заготовки.
К деталям, изготовляемым из листовых материалов, относятся, например, задние стенки шкафов, донья ящиков. Такие детали получают сразу заданного размера, без припуска на последующую обработку.
Заготовки из листовых материалов и досок представляют собой отрезки определенных размеров и формы с припусками на дальнейшую обработку. Заготовки из листовых материалов имеют припуски по длине и ширине, из досок - по длине, ширине и толщине.
При раскрое сырых материалов учитывают как припуски на последующую механическую обработку, так и припуски на усушку.
При раскрое необходимо обеспечить максимальный выход заготовок из раскраиваемых материалов, под которым понимают выраженное в процентах отношение объема полученных заготовок к объему раскроенного материала. Нормы полезного выхода заготовок в мебельном производстве составляют не менее: из столярных плит - 85%, древесностружечных плит - 92, древесноволокнистых плит - 90, фанеры - 85%. Нормы полезного выхода брусковых заготовок при раскрое досок приведены в табл. 3.
Таблица 3. Нормы полезного выхода брусковых заготовок при раскрое досок
Раскрой листовых материалов. При раскрое листовые материалы распиливают вдоль и поперек на заготовки нужных размеров и формы. Чтобы обеспечить максимальный выход заготовок из плит стандартных размеров, составляют карту раскроя. Такой метод раскроя материалов без учета их качества по заранее установленной схеме называется групповым.
Карта раскроя представляет собой выполненный в масштабе чертеж раскраиваемого листового материала в плане. На план наносят несколько вариантов раскроя листового материала с указанием размеров получаемых заготовок и количества деталей каждого размера. Оптимальные варианты раскроя листа оценивают с учетом максимального выхода заготовок из листа, комплектности выхода заготовок разных размеров и назначения их в соответствии с планом производства изделий мебели, минимального количества типоразмеров заготовок в одной карте раскроя, минимального повторения одних и тех же заготовок в разных картах раскроя.
Для решения задач оптимального раскроя листовых материалов при большом числе типоразмеров получаемых заготовок на предприятиях пользуются электронными вычислительными машинами.
Для раскроя листовых материалов в условиях серийно-массового производства применяют двух-, трех и многопильные форматные станки ЦФ-2, ЦТЗФ, ЦТМФ.
Двухпильные форматные станки позволяют при раскрое за один проход вырезать заготовку сразу по длине или ширине. При работе на двух спаренных двухпильных станках можно получать заготовку, вырезанную по длине и ширине (рис. 53, а). При работе на трех- и многопильных станках вырезают заготовки сразу с четырех сторон (рис. 53, б, в). Одновременно раскраивают несколько листов, уложенных в стопу на каретке 4, Конвейеры 1 подают каретку на пилы 2 и 3. Толщина стопы устанавливается паспортными данными на станок. Процесс загрузки листовых материалов в станок механизирован. Около форматного станка устанавливают устройство для загрузки листовых материалов в станок, а при выходе из станка раскроенных заготовок предусматривается подстопное место для их укладки. Станок обслуживают двое или трое рабочих.
Рис. 53. Схемы раскроя листовых материалов на форматных станках: а - двухпильных, расположенных под прямым углом один к другому, б - трехпильном, в - многопильном; 1 - подающие конвейеры, 2 - продольные пилы, 3 - поперечные пилы, 4 - кapeткu
В условиях индивидуального производства для раскроя применяют круглопильные станки с ручной подачей Ц-6 или ручные электропилы.
Листовые материалы раскраивают на станках при следующих режимах: скорость резания 50-60 м/с, подача на зуб пилы 0,04- 0,06 мм.
Раскрой досок. Раскраиваемые доски могут иметь недопустимые пороки древесины. При раскрое эти пороки должны быть удалены. Поэтому при раскрое досок применяют индивидуальный метод раскроя с учетом размеров и качества досок по наиболее рациональной схеме.
При раскрое по схеме I доску сначала распиливают поперек, затем полученные отрезки распиливают вдоль. При раскрое по схеме II операции выполняют в обратном порядке. В обоих случаях при раскрое удаляют недопустимые пороки древесины. Полезный выход заготовок при раскрое по схеме II примерно на 3% больше, чем по схеме I.
Увеличить полезный выход заготовок можно, применив разметку отрезков (схема III) или доски (схема IV). Предварительное строгание доски (схема V) позволяет лучше видеть пороки древесины и выбрать наилучший вариант раскроя.
Схемы раскроя досок
Применение разметки при раскрое досок удорожает стоимость раскроя примерно на 12-15% по сравнению со стоимостью раскроя, где разметка не предусмотрена. Поэтому введение разметки в каждом случае решается отдельно, с учетом всех экономических
факторов. Разметку обязательно выполняют при раскрое досок из древесины ценных пород (орех, красное дерево и т. п.) и раскрое досок на криволинейные заготовки.
Полезный выход криволинейных заготовок можно увеличить, если предварительно склеивать отрезки. На рис. 54,а показаны три отрезка доски, из которых можно вырезать четыре заготовки для задней ножки стула. Если эти отрезки предварительно склеить, то можно получить пять таких же заготовок (рис. 54, б). Непременное условие раскроя склеенных заготовок - высокая прочность клеевого соединения.
Рис. 54. Схемы получения криволинейных заготовок: а - из трех отрезков доски, б - из тех же отрезков, склеенных в плиту
Для поперечного раскроя досок применяют круглопильные торцовочные станки Ц-6, ЦМЭ-3, ЦПА-2 с ручной или механической подачей режущего инструмента, для продольного раскроя - круглопильные прирезные станки с механической подачей ЦА-2А, ЦДК4-2, ЦДК-5 и круглопильный станок с ручной подачей Ц-6. В условиях индивидуального производства используют также ручные электропилы.
Поперечный и продольный раскрой досок на станках производят при следующих режимах: скорость резания при поперечном раскрое 50-60 м/с, подача на зуб пилы 0,04-0,1 мм; скорость резания при продольном раскрое 45-50 м/с, подача на зуб пилы 0,06-0,12 мм.
Для выпиливания криволинейных заготовок применяют ленточнопильные станки ЛС80-1, ЛС40-1. Заготовки на ленточнопильных станках выпиливают со скоростью резания 30-35 м/с и при подаче на зуб пилы 0,08-0,15 мм.
Рационально организован раскрой досок на мебельных предприятиях с прямопоточным производством и механизацией внутрицехового перемещения заготовок. На рис. 55 приведена схема потока раскроя досок на прямолинейные брусковые заготовки на базе торцовочного однопильного и многопильного станка с механической подачей.
Рис. 55. Схема потока раскроя досок на прямолинейные брусковые заготовки: 1 - узкоколейка, 2 - подъемный лифт, 3 - штабель досок, 4, 6 - не приводные роликовые конвейеры, 5 - ленточный возвратный конвейер, 7 - секции напольных не приводных роликовых конвейеров, 8 - тележка, 9 - люк для удаления отходов, 10 - многопильный станок, 11 - цепной конвейер, 12 - торцовочный станок, 13 - приводной роликовый конвейер
Доски по узкоколейке 1 подаются из сушильного цеха на подъемный лифт 2. Платформа лифта может опускаться ниже уровня пола, чтобы доски в штабеле 3 могли располагаться на любом уровне, удобном для рабочего. Доски из штабеля подаются на приводной роликовый конвейер 13 и торцуются на торцовочном станке 12. Отрезки досок с не приводного роликового конвейера 6 по цепному конвейеру 11 поступают на не приводной роликовый конвейер 4, откуда подаются на многопильный станок 10 для продольного раскроя и с роликового конвейера 6 укладываются на секции 7 напольных не приводных роликовых конвейеров. При необходимости повторного продольного раскроя отрезки на многопильный станок подаются ленточным возвратным конвейером 5.
Раскроенные заготовки на дальнейшую обработку транспортируются узкоколейной тележкой 8. Отходы удаляют через люки 9.
На схеме места расположения рабочих показаны наполовину зачерненными кружками, штабель необработанного материала обозначен прямоугольником с одной диагональю, обработанного - прямоугольником с двумя диагоналями. Этими условными обозначениями будем пользоваться и в дальнейшем, при описании организации рабочих мест и производственных потоков.
Точность раскроя. Допускаемые отклонения формы и расположения поверхностей при раскрое на станках при получении из листовых материалов и досок заготовок, не подлежащих повторной обработке, приведены в табл. 4.
Таблица 4. Допускаемые отклонения формы и расположения поверхностей при раскрое на станках заготовок, не подлежащих повторной обработке
При раскрое отклонения от номинальных размеров заготовок, подлежащих повторной обработке, устанавливаются с учетом вида последующей обработки. Во всех случаях эти отклонения должны быть наименьшими.
Как выглядит Техтран/Раскрой листового материала
Техтран — семейство современных CAM-систем, объединенных общим интерфейсом и единым подходом к решению задач технологического проектирования.
Комплексное решение задач раскроя листового материала, сочетающее возможности системы подготовки управляющих программ с функциями организации производственного процесса.
Благодаря универсальности решений и открытости данных Техтран/Раскрой листового материала успешно используется предприятиями самых разных отраслей для решения задач фигурного и прямоугольного раскроя. Технологические решения, использованные в программе, суммируют опыт работы ряда предприятий, эксплуатирующих машины термической резки, резки металла гильотинными ножницами, резки стекла, распиловки листового материала из дерева и пластика.
Техтран/Раскрой листового материала обеспечиваетПрограмма объединяет традиционные средства программирования обработки Техтрана с базой данных. На базу данных возлагается не только задача управления различными данными, но и управление работой системы в целом, поскольку объектами базы являются и программы раскроя листов.
Техтран/Раскрой. Две рабочие панели.
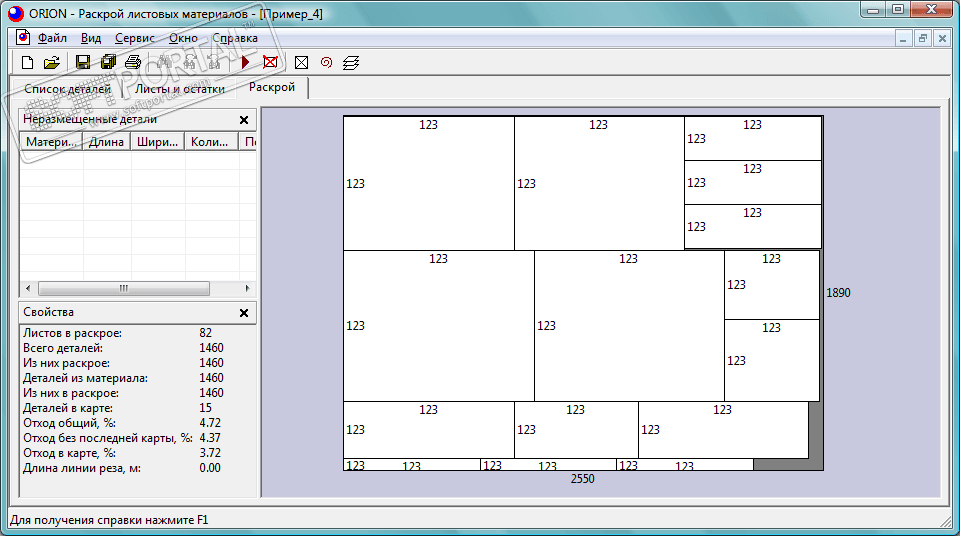
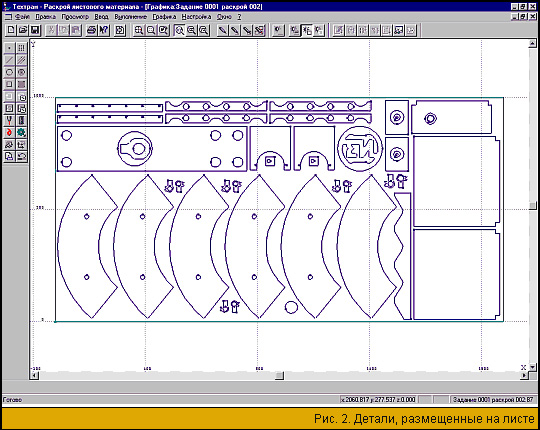
Задание на раскройПрограмма организует взаимодействие различных объектов, задействованных в процессе раскроя листового материала. Из деталей, которые необходимо изготовить, формируется задание на раскрой. Затем в это задание включаются листы для изготовления деталей. Программа обеспечивает возможность автоматического и ручного размещения деталей на листах. При этом она отслеживает количество неразмещенных деталей и возможность изготовления детали из выбранного листа.
Автоматическое размещение детали на листеВ режиме автоматического размещения программа оптимальным образом укладывает детали задания на листы. Если необходимы дополнительные листы, они могут быть автоматически взяты со склада. Кроме того, программа позволяет автоматически разместить отобранные детали на конкретном листе. При этом выдерживаются заданные расстояния до края листа и между деталями.
Для прямоугольного раскроя детали располагаются так, чтобы обеспечить возможность обработки всех деталей сквозным резом. Учитывается ограничение на длину реза.
Стратегия автоматического размещения обеспечивает весьма высокий коэффициент использования материала. Пользователь может подобрать оптимальное соотношение между качеством размещения деталей и временем расчета.
При автоматическом размещении задается способ уплотнения деталей на листе, заполненном не целиком. Это влияет на форму и пропорции делового отхода с учетом специфики его дальнейшего использования.
Техтран/Раскрой. Автоматическое размещение деталей на листе.
Ручное размещение детали на листеПредусмотрен и ручной режим размещения деталей на листе. В этом режиме деталь выбирается из списка неразмещенных деталей задания на раскрой и укладывается на лист, а затем перемещается на свободное место средствами графического редактора. Имеются средства точного контроля взаимного расположения объектов.
Сочетание автоматического и ручного размещения деталей позволяет с максимальной эффективностью использовать преимущества обоих режимов.
Контроль перемещения деталейВ режиме ручного размещения программа берет на себя ряд полезных функций. К их числу относятся различные способы перемещения деталей с контролем взаимного перекрытия, а также возможность располагать детали вплотную друг к другу.
Из неиспользованной части листа формируется деловой отход, который может быть помещен в базу данных и использоваться впоследствии.
ДокументированиеПрограмма формирует следующие выходные документы:
Как правило, конкретный вид выходных документов определяется традициями предприятия. Генератор отчетов, включенный в состав Техтрана, имеет гибкий механизм настройки формата документов и объема выводимой информации.
Автоматическая генерация текстаВ процессе построения геометрических объектов и проектирования раскроя листа происходит формирование текста программы на языке Техтран. Программа включает в себя всю последовательность произведенных действий и может быть использована при дальнейшей работе. Это позволяет гибко сочетать удобство диалогового режима с преимуществами текстового представления программы.
Особенности программирования обработки прямоугольного раскрояПосле того как детали размещены на листе, программируется обработка. Существует несколько способов получить последовательность сквозных резов.
Техтран/Раскрой. Обработка прямоугольного раскроя.
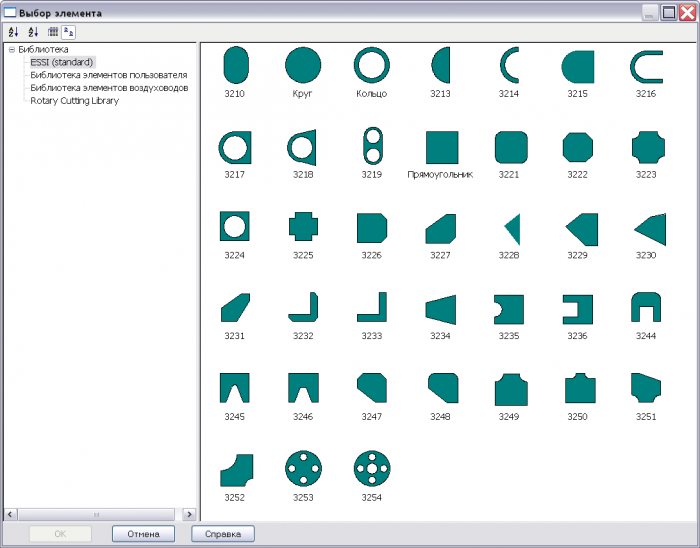
Особенности программирования обработки фигурного раскрояВ простейшем случае достаточно последовательно указать обрабатываемые контуры деталей. Программа строит траекторию движения инструмента с учетом необходимых поправок, формирует подходы, отходы и вспомогательные перемещения инструмента, команды включения и выключения резака, подачи, коррекции и т.д.
Техтран/Раскрой. Обработка фигурного раскроя.
Разделка кромок под сваркуРазделка кромок под сварку может производиться на машинах термической резки, оснащенных трехрезаковыми блоками. В программе предусмотрена возможность обработки деталей как с постоянными, так и с переменными фасками. Постоянная фаска характеризуется постоянством лицевых и тыловых углов и высот по всей длине, а переменная — равномерным изменением угла и высоты по длине.
Программа автоматически встраивает в траекторию движения резака специальные участки: окна вреза в местах включения боковых резаков и петли разворота резаков, которые обеспечивают правильную ориентацию боковых резаков и соблюдение необходимых условий обработки. Положение окон вреза может быть изменено с помощью графического редактора.
Техтран/Раскрой. Разделка кромок.
Многосуппортовая обработкаНа машинах, оборудованных несколькими суппортами, одновременно может вырезаться несколько деталей. Программа обеспечивает автоматическое и ручное размещение деталей с учетом возможностей такого оборудования.
Получение управляющей программыПостпроцессор, входящий в состав Техтрана, позволяет формировать управляющие программы для различных станков с ЧПУ по программе обработки детали и данным об оборудовании, включенным в состав системы. Используя программу обработки детали, полученную для одного станка, можно получить УП для любого другого станка из списка оборудования.
Техтран/Раскрой. Получение управляющих программ.
Настройка на конкретное оборудование с ЧПУТехтран обеспечивает возможность настройки на конкретное оборудование с ЧПУ. Для описания оборудования требуется заполнить паспорт станка и создать модуль станка на специальном языке Техпост. Такой механизм позволяет пользователям самостоятельно учитывать особенности формирования УП, разрабатывая собственные модули на основе уже имеющихся.
Раскрой – программа для раскройки листовых материалов: древесно-стружечной плиты, стекла, и т.д. Программа для раскроя ДСП позволяет сократить и оптимизировать расход материала, она производит учет отходов, в том числе «деловых», которые не учитываются при подсчетах стоимости заказа. Утилита может быть использована на предприятиях, занимающихся массовым производством корпусной мебели, для этого в ее функционале введено понятие заказа. Все выполненные заказы автоматически заносятся в базу заказов, впоследствии есть возможность их повторить или изменить. Скачать бесплатно Раскрой вы можете на этом сайте.
Для начала работы с утилитой требуется задать размеры листа и деталей, которые будут из него вырезаться. Далее программа самостоятельно подберет оптимальный вариант раскроя с наименьшим количеством отходов. При необходимости можно воспользоваться имеющейся в программе базе материалов, в которой заложены стандартные размеры листов или рулонов. В этом случае достаточно задать материал для распила, а утилита автоматически будет вести расчет согласно стандартным параметрам листа.
Программа для раскроя работает по двум основным алгоритмам оптимизации расхода ДСП – уменьшение общего отхода и увеличение непрерывного обрезка. Уменьшение общего отхода подразумевает раскрой с минимальным количеством обрезков. Режим увеличения непрерывного обрезка, помимо уменьшения отходов, используется для создания максимального обрезка, который затем можно использовать для другого заказа. Сэкономить на материале также можно, объединив два заказа, если для них применяется один и тот же материал.
Основные достоинства утилиты РаскройВо время раскроя все резы производятся от одного края листа к другому – либо по горизонтали, либо по вертикали. Материал, расходующийся на распил и другие технологические операции, учитывается при расчете раскроя. Утилита позволяет работать с двумя разновидностями кромки. Программа позволяет оптимизировать расход не только листов, но и рулонов. При необходимости есть возможность использовать Раскрой в сетевом режиме.
Разработчиком приложения является: ITWONLINE
В Google Play приложение оценили в: 3,1 баллов
Последнее выпущенное обновление было: 16 апреля 2013 г.
Версия приложения, размещенного на сайте: 1.1
С последним обновлением добавили:Версия 1.1:
- Изменен интерфейс
- Исправлена работа алгоритма раскроя
- Исправлена проблема накладывания листа на лист
- Добавлены команды контекстного меню: Редактировать, Копировать и Удалить для заказов, листов и деталей
- Добавлена возможность привязки детали к определенному листу
- Добавлены поля Толщина и Комментарий к листу
- Добавлена возможность отправки по email результатов работы с данными о заказе
Видео обзор приложения:Приветствуем Вас, Уважаемый посетитель нашего сайта!
Мы хотим представить Вашему внимание приложение Раскрой листовых материалов для android, которое Вы сможете скачать с нашего сайта по прямой ссылке, если у Вас есть 949kB свободной памяти на телефоне.
Итак, а теперь немного подробнее. Разработчиком данного приложения является ITWONLINE. быть может, Вы уже знакомы с ним и качали другие программы этого разработчика? Требуется версия Android 4.0 или более поздняя версия операционной системы на Вашем смарфтоне, чтобы данное приложение корректно работало. Кстати, не забудьте освободить и 949kB, о которых мы говорили сначала.
В принципе, не удивительно, почему данной программе выставили рейтинг 3,1 на сайте Google Play, ведь её оценило уже примерно 5 000–10 000 пользователей Андроид-аппаратов! А это не так уж и мало, да? Пожалуй, можно сказать, что среди приложений Бизнес оно является довольно востребованным приложением. ITWONLINE часто обновляет приложение, что оказывает только положительные эмоции о приложении. К примеру, 16 апреля 2013 г. было последнее обновление, тем самым, они выпустили версию 1.1 данной программы.
Ну вот мы и сказали все, что хотели сказать о данном приложении. А теперь рекомендуем Вам самим его опробовать. Для этого Вам нужно скачать приложение Раскрой листовых материалов на Android. нажав на кнопку закачки. Если Вы нажали и сразу не началась закачка - подождите немного, быть может в данное время загружен наш сервер и не получается моментально отдать приложение. Кстати, хотелось бы напомнить, что приложения с нашего сайта скачиваются по прямым apk ссылкам!
Related posts:Не спешите так быстро покидать наш сайт! Быть может, Вас заинтересует приложение Газета «Учет. Налоги. Право» .apk! Загляните? Еще рекомендуем посмотреть следующее приложение, расположенное на нашем сайте. Речь идет о приложении Secret Circle — talk freely .apk, скачайте и его!
Герой сегодняшнего обзора, программа "Астра Раскрой", пожалуй, выбивается из привычного ряда офисных и сервисных программ. Область ее применения достаточно специализирована. Сами производители говорят, что программа разработана "специально для небольших и средних мебельных предприятий, изготавливающих мебель на заказ".
Однако я бы сказал, что помимо ДСП, ДВП и фанеры ее можно использовать для раскроя любых листовых материалов: стекла и металла, гипсокартона и бумаги — значит, в потенциальных пользователях не только мебельщики, но и, например, строители-отделочники или типографии. Лично я заинтересовался "Астра Раскроем", когда мне потребовалось просчитать оптимальный раскрой этикеток для литографии на листах жести.
Вы можете спросить, для чего вообще нужна такая программа, ведь раскроить пару листов ГВЛ на детали декоративных строительных конструкций несложно и вручную, а программа стоит не таких уж маленьких денег. И вы будете правы — для выполнения разовых раскроечных расчетов такой инструмент избыточен. Однако профессионалу он может оказаться весьма полезен.
Программа работает отнюдь не с одним листом, подлежащим раскрою, — рабочий файл представляет собой заказ, который может состоять из ряда изделий, каждое из которых, в свою очередь, состоит из набора деталей. Более того, возможно ведение библиотеки деталей и изделий — это очень удобно, если клиенты часто заказывают типовые изделия либо оригинальные изделия, частично состоящие из стандартных деталей.
Справочник также включает параметры и способы обработки разных материалов, типы кромок и цены на различные типы обработки материалов.
Справочник материалов, кромок, деталей и операций
Кроме того, возможно сквозное ведение склада материалов, при котором мерные остатки после раскроя предыдущего заказа возвращаются на склад и могут быть использованы при раскрое очередного заказа.
Карты раскроя программа генерирует в автоматическом режиме, с учетом таких технологических и организационных параметров производства, как ширина реза, обрезка края листа, учет сквозных резов, тип раскроя, минимальное расстояние между пилами и прочее, но при желании вы всегда можете внести свои коррективы в особом режиме редактора карт раскроев.
Отдельный алгоритм может быть использован для расчета обработки кромок материала, будь то оклейка кромок ДСП для производства мебели, шлифовка или огранка кромки стекла или разделка кромки под сварку металла.
После обсчета раскроя заказа для каждой карты раскроя формируется полный комплект технологической документации — эскиз и спецификация, включающие необходимую информацию для изготовления деталей и учета произведенных работ. Кроме того, можно дополнительно сформировать ведомость наличия материала, спецификацию оклейки кромок деталей, а также счет на произведенные работы и материалы по заказу, и даже этикетки для маркировки деталей.
Давайте рассмотрим поподробнее формирование заказа от начала и до конца.
Детали в заказе могут относиться к какому-то изделию либо находиться "не в изделии". Параметры каждой детали вы можете, во-первых, ввести вручную, во-вторых, выбрать из библиотеки готовых изделий и деталей и, в-третьих, импортировать из таблицы Excel или текстового файла.
Перечень деталей в заказе
Свойства каждой детали описываются следующими полями.
Номер. На самом деле в это поле можно вводить не только цифры, но и буквы, что позволяет использовать буквенно-цифровой артикул детали (а также ее полное наименование — в дополнительных свойствах) в составе изделия, соответствующий ее реальному представлению в конструкторской документации.
Длина и ширина. Это размеры детали в миллиметрах.
Количество. Количество одинаковых деталей данного типа в изделии. Если заказ включает несколько одинаковых изделий, то правильно будет указать количество деталей в расчете на одно изделие, а затем указать именно количество изделий в соответствующем поле.
Вращать. Данное поле позволяет при раскрое вращать данную деталь на 90 градусов в любую сторону. Такая деталь помечается диагональной сеткой. Параметр имеет смысл при раскрое древесины и бумаги, когда расположение волокон материала вдоль короткой или длинной стороны имеет значение и произвольное вращение детали в раскрое должно быть запрещено.
Толщина. Параметр применим, когда листы материала одного и того же типа могут быть разной толщины, чтобы не плодить записи в справочнике материалов. Тогда при раскрое используются листы именно с соответствующей толщиной.
Материал. Тип материала — выбирается из списка.
Помимо этих основных свойств для каждой детали можно задать обработку каждой из кромок.
Диалог дополнительных свойств детали: обработка кромок
Кроме деталей заказ должен содержать информацию об имеющихся в наличии листах материала. Эти данные можно также непосредственно ввести в таблицу — длину, ширину, толщину, материал листа и количество. Если количество не указано, запас данного материала считается неограниченным. Но более правильный способ — выбрать листы со склада. Там хранится информация как о закупленных целых листах, так и об обрезках с прошлых заказов.
Используемые в заказе листы материала
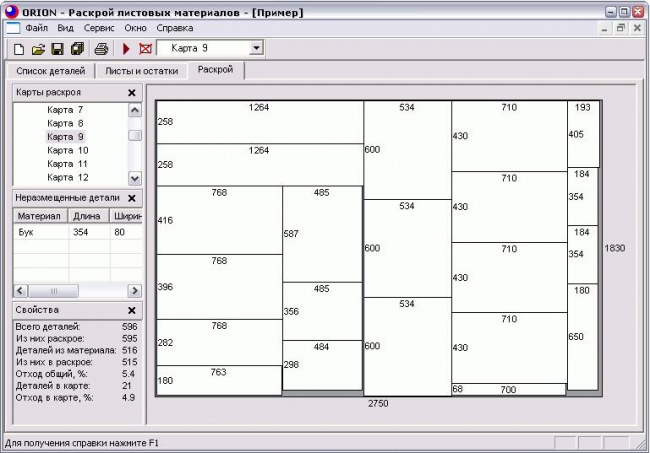
Когда информация о деталях и материалах введена, можно запускать автоматический раскрой. В случае крупного заказа с несколькими десятками деталей этот процесс может занять до получаса времени. Результаты отображаются на вкладке "Карты раскроя". Если предложенные программой варианты вас по каким-то причинам не устраивают, любую карту можно вызвать на редактирования двойным щелчком по ней в списке.
В режиме редактирования в левой части экрана открывается крупный план карты раскроя, а в правой — буфер карты раскроя (список нераскроенных деталей) и перечень карт раскроя, ожидающих редактирования.
Режим редактирования карты раскроя
Детали выделяются щелчком левой кнопкой мыши, причем, удерживая клавишу Shift, можно выделить сразу несколько деталей. Также детали можно выделить секущей рамкой.
С выделенными деталями можно выполнять ряд действий.
1. Детали можно произвольно перемещать по свободной части карты раскроя. В зависимости от настроек программа автоматически отслеживает положение детали и не позволяет поместить ее так, чтобы она пересекалась с уже размещенными на карте деталями. Также программа может автоматически сдвинуть размещенную вами деталь до упора по направлению к базовой точке на карте раскроя, соблюдая заданные зазоры и ширину линий реза.
2. Детали можно перемещать в буфер карты раскроя и обратно. Буфер используется также для перемещения детали между разными картами раскроя.
3. Если для выделенной детали при задании ее параметров был установлен флажок "Вращение", то вы можете повернуть ее горизонтально или вертикально.
4. Группу деталей можно совместить на ширину реза по вертикали или горизонтали, убрав лишние зазоры (если автоматическое совмещение отключено в настройках).
5. Группу деталей можно выровнять по общей базе — по верхнему, нижнему, левому или правому краю. При этом в качестве базы используется края первой детали в группе — она подсвечивается красным цветом.
6. Детали можно сдвинуть до упора в любом направлении.
7. Можно прикинуть количество материала, который пойдет в полезные обрезки для использования в других заказах.
Работа с заказом завершается распечаткой окончательно утвержденных карт раскроя, а также спецификаций на них и на обработку кромок. Также можно провести расчет стоимости работ и материалов по заказу и распечатать бухгалтерские документы.
Отчет Спецификации карт раскроя
В заключение обзора выскажу мнение, что программа, несомненно, может оказаться полезной людям, которые пользуются раскроем материалов в своей коммерческой деятельности, доходы от которой легко окупят ее немаленькую стоимость. Однако разработчикам следовало бы еще раз проработать некоторые огрехи программы, дописать брошенную на полдороги справочную систему и немножко причесать интерфейс. Оговорюсь, что на обзоре была демоверсия "Астра Раскроя" — не исключено, что полная версия лишена части или всех обнаруженных мной недочетов.
![]() Посмотреть стоимость и условия приобретения
Посмотреть стоимость и условия приобретения
Страница 2
Обшивка, облицовка машин - раскрой листового материала для замены отдельных участков.
Удачным примером решения задачи об экономичном раскрое листового материала может служить следующий.
На рис. 29 приведен ряд примеров раскроя листового материала на прямоугольные заготовки, применяемые на некоторых машиностроительных предприятиях и составленные по описанному выше способу. За основу приняты размеры 70 и 79 мм прямоугольной заготовки для раскроя на две детали. Сущность метода заключается в необходимости подобрать такое сочетание чисел 70 и 79, которое наилучшим образом укладывается в размеры листа 1420 и 710 мм.
Одним из подходов к решению проблемы раскроя листового материала на заготовки сложных геометрических конфигураций является разработка таких методик, которые смогли бы воспроизвести или даже быть лучше, чем методика, применяемая квалифицированными технологами. В результате изучения опыта и навыков технологов при составлении вручную карт раскроя и анализа нескольких таких карт были выявлены некоторые эвристические методы ( эвристики), используемые технологами при составлении вручную карт раскроя. На основании этих эвристик был разработан алгоритм, который в некоторой степени моделирует навыки человека при составлении карт раскроя и приводится в данной книге. В алгоритме выделяются три главных момента: выбор очередности раскраиваемых листов; выбор очередности заготовок для раскладки на листовом прокате и выбор варианта раскладки заготовки на листе.
Электроды со специальной обмазкой.
Обычный раскрой - 72 заготовки из листа.
Интересный пример применения линейного программирования для оптимализации раскроя представляет раскрой листового материала на одинаковые прямоугольные заготовки с минимальным отходом по некратности.
Иногда необходимо выполнить развертки поверхности полых деталей, усеченных плоскостью, например для раскроя листового материала. из которого изготовляются полые детали.
Дисковая пила предназначена для прореза-ния пазов, выборки галтелей в крупногабаритных деталях и для раскроя листового материала из алюминия и дерева.
После анализа и рассмотрения вопроса о - конструктивности и технологичности штампуемых деталей, о методах раскроя листового материала и об его экономии следующим этапом является проектирование и составление технологического процесса.
Необходимо иметь в виду, что при разогреве заготовок происходит их усадка, поэтому перед раскроем листового материала на заготовки следует установить на образце величину усадки для данной партии материала вдоль и поперек листа и учитывать ее при раскрое. Величина усадки зависит от температуры нагрева, времени нахождения заготовки в нагревательной установке, марки и сорта материала.
Концевые отходы при раскрое линейных материалов по длине менее ощутимы на производстве, чем потери при раскрое листовых материалов. В связи с этим уменьшению концевых отходов уделяется меньше внимания. Если для листовых материалов составляются в той или иной мере отработанные карты раскроя, для линейных материалов подобных документов обычно нет. В большинстве случаев ограничиваются тем, что при возможности получения мерного материала заказывают длину, кратную длине наиболее крупных или особенно массовых заготовок.
На ряде машиностроительных предприятий используют различные методы, направленные на рациональный раскрой материалов, такие, как графический метод раскроя листовых материалов. метод косого раскроя и раскрой методом кратных рядов. Эти методы особенно эффективны для малых размеров предприятий, на которых ИВЦ не предусматривается.
. © Copyright 2008 - 2014 by Знание
www.cuttinghome.com
Программы семейства CUTTING
предназначены для оптимального раскроя материала на прямоугольные или линейные детали. Программы могут быть использованы в деревообрабатывающем производстве, производстве мебели, рубки металла, резки стекла и т.д. В основу программ положен уникальный, высокоскоростной алгоритм, позволяющий быстро произвести раскрой с минимальными отходами.
При разработке алгоритмической части программ основным критерием выбран принцип минимизации отходов, а при разработке интерфейсной части автор стремился сделать программы простыми и удобными в каждодневном пользовании. Программы функционируют в среде операционных систем Windows 95/98/ME/2000/NT/XP.
В Cutting 3 реализовано:
• задание произвольного количества листов и деталей для раскроя;
• задание одновременно разных текстур материала для раскроя;
• задание разных режимов работы программы;
• ведение склада материала и остатков;
• перемещение деталей с одного листа раскроя на другой;
• маркировка остатков;
• маркировка кромки;
• визуализация текстур материала;
• импорт деталей из AutoCad и других источников;
• экспорт спецификаций и результатов раскроя в другие программы;
• перемещение листов раскроя;
• сохранение и восстановление результатов раскроя;
• использование тем оформления;
• расчет суммарных площадей деталей, длины пропила, площадей остатков, отходов и т.д.;
• сохранение заданных листов и деталей, как спецификации и многое другое.
Cutting 3 Glass Unit
Программа Cutting 3 стеклопакет в основном идентична программе
Изменяется в основном ввод информации о деталях.
При вводе деталей в количестве вводится кол-во стеклопакетов, а не стекол. Программа сама посчитает кол-во стекол на основании формулы.
Cutting Line
Программа предназначена для оптимального раскроя линейных заготовок на линейные отрезки различной длины и может быть использована в деревообрабатывающей и целлюлозно-бумажной промышленности, металлообработке, швейном производстве и т.д.
В основу программы положен уникальный высокоскоростной алгоритм, позволяющий быстро произвести раскрой и добиться минимального процента отходов на линейных заготовках.
В программе реализованы следующие функции и возможности:
• задание произвольного числа раскраиваемых заготовок и отрезков
• задание заготовок и отрезков по определенным признакам, например, названию и цвету
• расчет с учетом типа материала (название материала, цвет)
• задание ширины режущего инструмента
• расчет суммарных длин отрезков и остатков
• задание разных режимов выполнения раскроя
• восстановление предыдущих раскроев текущего сеанса работы
• сохранение заданных заготовок и отрезков как спецификации