

 Рейтинг: 4.3/5.0 (1856 проголосовавших)
Рейтинг: 4.3/5.0 (1856 проголосовавших)Категория: Windows: другое
С помощью современных технологий осуществляется высокотехнологичный процесс обработки металлопроката. Применяются самые разнообразные методы обработки листового металлопроката. Изготовление изделий и деталей из металлического листа стало совершенно иным с помощью новых автоматизированных технологий и запрограммированных машин и станков. Компьютеризированное производство позволяет свести к минимуму ошибки из-за человеческого фактора, а также обеспечивает повышение производительности процесса изготовления того или иного изделия.
Программное обеспечение, которое используется для резки листового металла - очень популярное явление, поэтому предложение на рынке растет. Программа сделает сложную работу за оператора, автоматически составит карты раскроя листового металлопроката.
Вошедшая в эксплуатацию программа раскроя листового металла проста в использовании, позволяет экономно расходовать сырье. Программа предоставляет ряд преимуществ в использовании – это контролирование расходов материала и его остатков, экономия времени по подготовке схем раскроя листового металла.
Как решить задачу по раскрою листового металла? Специально разработанные программы сочетают в себе возможности по подготовке материала к точному раскрою. Функции программы полностью заменяют «ручную» работу, и подготовка к производственному процессу становится полностью автоматизирована. Все решения в программе – это сумма наработок результатов различных предприятий, которые в своей работе используют такие программы по раскрою листового металла. В программе объединяются проверенные средства программирования с использованием возможности обработки баз данных. База данных используется программой для контроля материалов, остатков сырья. В процессе раскроя листового металла программа взаимодействует с различными объектами, которые необходимы в работе.
Специально разработанные программы сочетают в себе возможности по подготовке материала к точному раскрою. Функции программы полностью заменяют «ручную» работу, и подготовка к производственному процессу становится полностью автоматизирована. Все решения в программе – это сумма наработок результатов различных предприятий, которые в своей работе используют такие программы по раскрою листового металла. В программе объединяются проверенные средства программирования с использованием возможности обработки баз данных. База данных используется программой для контроля материалов, остатков сырья. В процессе раскроя листового металла программа взаимодействует с различными объектами, которые необходимы в работе.
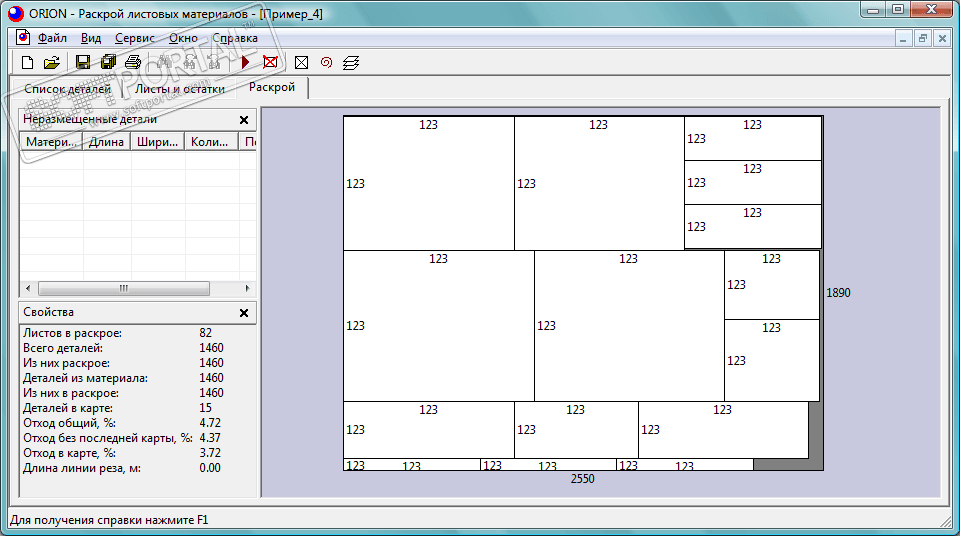
Программе дается задание на раскрой. Подготавливаются металлические листы для изготовления. С помощью программы размещать металлические листы можно не только автоматически, но и вручную. Программа следит за количеством не размещенных деталей и возможностью производства детали из определенного стального листа.
Организация ПромКомплект осуществляет продажу металлического листового проката. стальные листы, металлические полосы, профлист и др. которые можно купить по невысоким ценам оптом и небольшими партиями. Специалисты компании предложат Вам услугу по раскрою листового металла на самых лучших условиях, осуществят доставку заказа в любой город России.



















Раскрой листа — это очень актуальная тема в промышленном производстве. От раскроя зависит стоимость изделия. И здесь ошибаться нельзя. Так что же нужно знать при раскрое металла? Ну во первых точность,с которой нужно изготовить заготовку. Иными словами Допуски на размер заготовки. Если  заготовка изготовляется на какой то оснастке, к примеру это штамп, то эти допуски на габариты заготовки должны быть указаны в конструкторских чертежах на оснастку. Если же спец.оснастки не требуется, тогда Вы сами расчитываете габариты заготовки и допуски исходя из условий в конструкторской документации на деталь. Ну вот, допустим, мы получили размер заготовки 200 х 500. В чертеже детали берем точность изготовления детали. Например 14класс. Открываем таблицу Допусков. Выбираем 200 — допуск равен -1,15 и 500 -1,55. Теперь смотрим точность станка, на котором будет изготовлятся заготовка, в документации на этот станок. К примеру на Ножницы гильотинные это выглядит так
заготовка изготовляется на какой то оснастке, к примеру это штамп, то эти допуски на габариты заготовки должны быть указаны в конструкторских чертежах на оснастку. Если же спец.оснастки не требуется, тогда Вы сами расчитываете габариты заготовки и допуски исходя из условий в конструкторской документации на деталь. Ну вот, допустим, мы получили размер заготовки 200 х 500. В чертеже детали берем точность изготовления детали. Например 14класс. Открываем таблицу Допусков. Выбираем 200 — допуск равен -1,15 и 500 -1,55. Теперь смотрим точность станка, на котором будет изготовлятся заготовка, в документации на этот станок. К примеру на Ножницы гильотинные это выглядит так
Ну вот выбираем точность изготовления до 200мм. это будет 150 и толщина до 1мм — это 0,5.На пересечении получаем точность. которую обеспечивает гильотина — 0,7. Как мы видим допуск на размер 200 гораздо шире. И мы можем смело рубить заготовку на этом оборудовании. Но это еще не все. Нам необходимо знать какой минимальный отход может остаться от листа на данном оборудовании.Это расстояние чуть больше от решётки ограждения до ножа. Это связано с техникой безопасности и нам надо это учитывать. На старом оборудовании это как правило 60мм. На современном меньше. Если размер заготовки превышает 60мм. то Вы можете использовать отход, отрезав заготовку по обратному упору. А можете не использовать и заложить весь отход в Норму расхода детали . В наше время мы писали рац.предложения на использование таких отходов  Ну и в заключении прилагаю шаблон Раскроя листа . Он сам все раскроит и выберет мерительный инструмент. Сосчитает сколько металла понадобится в кг.В общем полностью напишет Технологический процесс для заготовительного цеха. Что бы самим научиться считать вес заготовки почитайте в первую очередь статью Удельный вес(плотность) металла и других материалов
Ну и в заключении прилагаю шаблон Раскроя листа . Он сам все раскроит и выберет мерительный инструмент. Сосчитает сколько металла понадобится в кг.В общем полностью напишет Технологический процесс для заготовительного цеха. Что бы самим научиться считать вес заготовки почитайте в первую очередь статью Удельный вес(плотность) металла и других материалов
Смотря о чем идет речь? FAQ/PowerMill
Kinematik, спасибо за информацию. Поломка TruBend
Как раз, это самое простое - снять посадочные размеры двигателя. Нужен - штангенциркуль. Есть ли у будущих инженеров, то самое будущее?
если работать на правильном оборудовании то думаю есть все шансы Оцентите конструкцию (зуб. реечная передача)
О да. Проектирование выдувной формы для игрушек из ПВД/ПНД
а под вакуматор такое оборудование нормально работать будет? Прошу помощи с выбором САПР
т ак что все таки лучше брать?разобрались или нет? SSD
На торрентопомойке счас крутится 250 Гб Сигейт барракуда 10 серии, 2005 г. Вроде помирать не собирается пока. Из остальных винтов только успевай выковыривать магнитики. Не о CAD/CAM вообще!!!
Угу. Я что-то про батареи "на северном сиянии" не слышал. В отличие от солнечных (тут хотя бы кое-какую теорию питания можно придумать). Программное обеспечение.
ПО оформленное по ГОСТ 19. записывают в раздел "Комплекты". В раздел "Документация" записывают "Данные программирования", в спецификацию устройства которое проходит настройку и программирование (ПЛИС) в процессе изготовления.
Программа предназначена для комплексного решения задач раскроя листового металла. Функционал программы включает возможности подготовки управляющих программ для ЧПУ и функции организации производственного процесса. Программа учитывает накопленный опыт многих производственных предприятий, эксплуатирующих станки плазменной резки с ЧПУ. Благодаря этому, предлагает удобные решения автоматизации производственных процессов с учетом накопленного опыта и специфики конкретных производств..
Использование базы данныхПрежде всего, в базу данных заносятся детали, которые могут быть импортированы из другой системы, построены средствами Техтрана или созданные на основе макросов. Помимо этого программа объединяет традиционные средства программирования обработки Техтрана с базой данных, которая позволяет не только решать задачи управления различными данными, но и управлять работой системы в целом, поскольку объектами базы данных являются и программы раскроя листов.
Схема работы программы: Создание деталей на основе макросовВо время работы с программой на производстве постепенно накапливаются данные о типовых деталях. Удобнее всего их хранить в библиотеке в параметризованном виде. При необходимости стоит лишь фактически указать значения некоторых параметров для воссоздания необходимых деталей. Ввод параметров деталей осуществляется в диалоговом окне. Пользователи имеют возможность разрабатывать макросы, описывающие геометрию и, при необходимости, обработку типовых деталей. Так же имеется возможность задавать описание параметров для настройки диалогового окна и контроля вводимых данных.
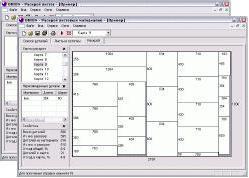
Для управления деталями и другими объектами базы данных в Техтране предлагается единый наглядный механизм, использующий две панели. Такой подход позволяет производить действия над объектами базы данных из списка (создание, удаление, редактирование и просмотр параметров) и одновременно видеть на соседней панели графическое представление элементов списка (деталей, листов, раскроев листов и т.п.). Кроме этого, наличие двух панелей делает удобной работу с объектами, включающими в свою очередь другие объекты.
Размещение деталей на листеПрограмма позволяет производить автоматическое оптимальное размещение деталей на листе заданных размеров. При этом пользователь может настроить различные параметры автоматического размещения.
Предусмотрен так же и ручной режим размещения деталей на листе. В этом режиме можно выбирать деталь из списка неразмещенных деталей задания на раскрой. Деталь перемещается на свободное место средствами графического редактора. Имеются также средства точного контроля взаимного расположения объектов.
Сочетание автоматического и ручного размещения деталей дает возможность выгодно использовать преимущества каждого режима для наиболее эффективной работы.
Программирование обработкиПосле того, как детали размещены на листе, программируется обработка. В простейшем случае достаточно последовательно указать обрабатываемые контуры деталей. Программа строит траекторию движения инструмента с учетом необходимых поправок, формирует подходы, отходы и вспомогательные перемещения инструмента, команды включения и выключения резака, подачи, коррекции и т.д.
Подход и отход. Предусмотрена возможность разнообразной настройки способов подхода к обрабатываемому контуру (по прямой, по дуге, по нормали, по касательной и т.п.), выбора точки подхода (автоматически или явно) и режимов работы резака на различных стадиях обработки.
Перемычки. На контуре детали могут быть выделены непрорезаемые участки - перемычки. При построении траектории программа автоматически формирует в таких местах команды включения и выключения резака и встраивает участки подхода и отхода.
Мостики между деталями позволяют обрабатывать несколько деталей без выключения резака. Задание точек перехода траектории от одной детали к другой производится после размещения деталей и учитывается при построении окончательной траектории резака.
Петли обеспечивают качественную обработку углов деталей и могут быть назначены для любого угла.
Назначенная обработка. Для упрощения работы обработка деталей может быть запрограммирована на предварительном этапе с тем, чтобы не повторять одни и те же действия для многократного включения элементов в раскрой.
Обработка вручну ю. Для нестандартных случаев существует возможность построения траектории и задания технологических команд в явном виде.
Подпрограммы обеспечивают структурирование получаемой управляющей программы и позволяют уменьшить объём формируемого текста.
Обработка деталей совмещенным резом. Пары деталей, размещенные на листе на расстоянии ширины реза, могут быть обработаны единым резом без выключения резака. При обработке отдельных деталей достаточно указать контур детали, которая будет обрабатываться первой.
Предварительная пробивка. При обработке листов большой толщины может потребоваться сначала пробить отверсия в листе, а затем выполнить основную обработку. Для подобной предварительной обработки листа может использоваться либо отдельный резак, либо сверло. Программа позволяет выполнить обработку с предварительной пробивкой отверстий. Предусмотрена возможность задания различных способов предварительной пробивки.
Позиционирование над материалом. В некоторых случаях необходимо при переходе от контура к контуру перемещать резак, минуя отделённые от листа детали и отходы. Эта функция необходима при резке поролона. Иногда она требуется при термической резке для предотвращения столкновения резака с вырезанными деталями и отходами. Программа обеспечивает возможность такого позиционирования с учётом заданного расстояния до детали и до края листа.
Автоматическая обработкаРежим автоматической обработки дает возможность максимально упростить программирование обработки большого числа деталей. Программа сама назначает последовательность обхода деталей на листе и выполняет обработку. Различные стратегии обхода деталей обеспечивают соблюдение необходимых условий обработки.
Вырезание кромок под сваркуПрограмма позволяет подготовить параметры вырезания постоянных и переменных фасок под сварку при использовании системы плазменной резки с ротационным суппортом. Все параметры могут быть отредактированиы с помощью графического интерфейса.
Получение управляющей программыпрограмма раскроя дсп онлайн
программа для раскроя дсп скачать бесплатно мастер
программа раскроя дсп cutting-скачать бесплатно
раскрой дсп программа скачать бесплатно без регистрации
раскрой кузнецова скачать бесплатно
программа для раскроя металла
астра раскрой скачать бесплатно
астра раскрой скачать бесплатно+crack
программа раскроя дсп онлайн
программа для раскроя дсп скачать бесплатно мастер
программа раскроя дсп cutting-скачать бесплатно
раскрой дсп программа скачать бесплатно без регистрации
раскрой кузнецова скачать бесплатно
Для оценки карты раскроя можно скомпоновать развертки моделей в той программе в которой они были созданы. Кофигурации деталей не только прямоугольные. Главные особенности этой программы: введении понятия в качестве заказа совокупности деталей прямоугольной формы, которые задаются их высотой и шириной; ведение базы данных по выполненным заказам с возможностью изменения уже приготовленного заказа или его повторного расчета; возможность задать для каждой детали произвольное буквенное или цифровое обозначение, количество и наличие кромки. Кофигурации деталей не только прямоугольные. Программа дает возможность ввести и учитывать такой отход при расчете карты раскроя.
1. Введение
Современное машиностроительное производство трудно представить без станков с числовым программным управлением. Сегодня они широко применяются как на промышленных гигантах, так и на малых предприятиях. Несомненно, что успешное развитие машиностроительной промышленности невозможно без активного использования оборудования с ЧПУ и автоматизации производства.
Увеличение парка станков с ЧПУ приводит к повышению требований к технологической подготовке производства, в том числе к качеству разработки управляющих программ (УП). Разработка УП - сложный и трудоемкий процесс, во многом определяющий эффективность использования оборудования с ЧПУ и качество обрабатываемых деталей, поэтому сейчас большое внимание обращается на разработку и совершенствование систем и методов автоматизированной подготовки УП. Особое внимание проблеме автоматизированной подготовки управляющих программ уделяется в составе комплексной системы САПР-АСТПП-ГПС. программа при этом является результатом сквозного цикла обработки информации от чертежа детали до программы ее изготовления на станках с ЧПУ, совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки. Система автоматизированного программирования (САП) оборудования с ЧПУ - составная часть такой комплексной системы.
Сегодня все основные разработчики САПР в составе своих программных комплексов предлагают модули для разработки УП для станков с ЧПУ. К достоинствам этих модулей можно отнести то, что, будучи интегрированными в системы автоматизированного проектирования и соответственно обеспечивая корректный обмен моделями между конструкторскими и технологическими модулями, они позволяют успешно разрабатывать УП для основных видов металлообрабатывающего оборудования со стандартными технологическими возможностями - для фрезерных, токарных и электроэрозионных станков. Недостатками же многих систем являются необходимость в высокой квалификации технологов для работы в CAM-системе, зачастую неинформативный интерфейс пользователя, необходимость выполнения многочисленных ручных операций, недостаточно развитые функции диагностики программ на предмет выявления ошибок, ограниченные возможности создания УП для наиболее современных или уникальных видов оборудования.
Для предприятий, использующих машины термической резки, лазерной, гидроабразивной, и прочих видов резки металла внедрение современных информационных технологий - задача из числа самых актуальных. Понятно, что сокращение сроков подготовки программ раскроя, оптимальное размещение деталей на листе, меньший расход материала решающим образом повлияют на себестоимость и качество выпускаемой продукции. Одной из технологических операций, автоматизация которой особенно выгодна и широко распространена - раскрой листового материала. На сегодняшний день разработано и успешно используется несколько программных комплексов, которые помогают технологу эффективно решить эту задачу.
Цель данной дипломной работы - разработать технологический процесс раскроя листового металла (фигурный) и управляющую программу для станка с ЧПУ с помощью одного из самых распространённых отечественных программных комплексов Техтран, создать пакет необходимой документации, проанализировать особенности этого комплекса и способы повышения эффективности работы с ним.
2. Обзор программного комплекса «Техтран»
.1 Общие сведения
Техтран - это семейство современных CAM систем, объединенных общим названием, единой структурой и интерфейсом, эффективно сочетающих лучшие свойства графических и технологических систем проектирования, преимущества профессионально ориентированного пользовательского интерфейса со всеми достоинствами представления программы на понятном технологу языке.
Каждая из систем, входящих в семейство, ориентирована на определенный вид обработки. Едиными для всех являются: стандартные функции разработки, контроля и отладки УП и, прежде всего, ядро входного языка, включающее все геометрические определения и универсальные технологические и специальные операторы. Благодаря универсальности решений и открытости данных Техтран уже более двадцати лет успешно используется предприятиями самых различных отраслей.
Техтран обеспечивает:
построение геометрической модели детали,
задание обработки: построение траектории движения инструмента и назначение технологических команд,
получение УП для различных станков с ЧПУ,
автоматическую генерацию текста программы на языке Техтран,
средства разработки и отладки программ,
обмен геометрическими данными с другими CAD/CAM системами,
средства настройки на конкретное оборудование с ЧПУ
Разработка технологического процесса раскроя
Сегодня комплекс включает следующие компоненты:
Техтран - Фрезерная обработка
Проектирование управляющих программ (УП) 2.5-координатной обработки деталей на фрезерных, сверлильных, расточных станках с ЧПУ и обрабатывающих центрах.
Техтран - Токарная обработка
Проектирование управляющих программ (УП) обработки деталей на токарных и карусельных станках с ЧПУ и обрабатывающих центрах.
Техтран - Токарно-фрезерная обработка
Проектирование управляющих программ (УП) обработки деталей для токарно-фрезерных центров с ЧПУ.
Техтран - Раскрой листового материала (фигурный)
Kомплексноe решение задачи раскроя листового материала.
Техтран - Раскрой листового материала (прямоугольный)
Комплексное решение задачи прямоугольного раскроя листового материала.
Техтран - Электроэрозионная обработка <#"500" src="http://www.bibliofond.ru/doc_zip1.jpg" />
Программа организует взаимодействие различных объектов, задействованных в процессе раскроя листового материала.
Из деталей, которые необходимо изготовить, формируется задание на раскрой.
В задание на раскрой отбираются листы. Они служат основой для создания раскроев этих листов с целью изготовления деталей. В качестве листа может быть выбран типовой лист со склада или лист произвольного размера.
Затем производится размещение деталей на листах. Программа обеспечивает возможность автоматического и ручного размещения на листах деталей, входящих в задание на раскрой. При этом отслеживается количество неразмещенных деталей, и проверяется возможность изготовления детали из выбранного листа.
По размещению деталей на листе программируется раскрой листа: строится траектория движения инструмента с необходимым набором технологических команд.
Из неиспользованной части листа формируются листы делового отхода, которые могут быть задействованы снова.
После того, как запрограммированы раскрои листов, могут быть получены соответствующие управляющие программы и другие выходные документы.
.2.3 Формирование задания на раскрой
Процесс работы начинается с формирования задания на раскрой. В него вносятся все детали, которые требуется изготовить, причем для каждой из них указывается количество экземпляров. Листы для задания на раскрой берутся со склада цельных листов или деловых отходов. Затем в это задание включаются листы для изготовления деталей. При этом она отслеживает количество неразмещенных деталей и возможность изготовления детали из выбранного листа.
2.2.3.1 Режимы размещения деталей на листе
Система позволяет размещать детали на листе в ручном и автоматическом режимах. При использовании ручного режима детали выбираются из списка неразмещенных деталей задания на раскрой и поочередно укладываются на лист материала, а затем перемещаются на свободное место средствами графического редактора. Технолог выбирает оптимальное положение деталей и размещает их, используя инструменты Техтран. Имеются также средства точного контроля взаимного расположения объектов.
В режиме ручного размещения программа берет на себя ряд полезных функций. К их числу относятся различные способы перемещения деталей с соблюдением требуемых расстояний между деталями и между деталями и краем листа:
Совмещение сторон деталей позволяет расположить две детали таким образом, чтобы совместить их выбранными сторонами.
Выравнивание деталей по прямой. Такая возможность полезна при расположении деталей под обработку сквозным резом.
Строгий контроль перемещения деталей. Включение этой функции позволяет перемещать детали как реальные предметы, для которых другие детали и край листа являются непреодолимым препятствием.
Предупреждающий контроль перемещения деталей, при котором перемещение не ограничивается свободной областью листа. Если деталь попадает в зону перекрытия с другими объектами, программа выдаст соответствующее предупреждение: изменится цвет перемещаемой детали.
Перемещение деталей до упора. Эта функция позволяет прижать деталь к самому краю свободной области листа. Иными словами, перемещение детали в том или ином направлении возможно до тех пор, пока она не упрется в другую деталь или в край листа.
Копирование деталей вплотную друг к другу. В этом режиме программа автоматически определяет расстояние, на которое можно переместить деталь в заданном направлении, чтобы детали располагались вплотную друг к другу.
В режиме автоматического размещения программа укладывает детали задания на листы оптимальным образом. Требующиеся дополнительные листы могут быть автоматически взяты со склада. Программа позволяет также автоматически разместить отобранные детали на конкретном листе. При этом выдерживаются заданные расстояния до края листа и между деталями. Стратегия автоматического размещения обеспечивает весьма высокий коэффициент использования материала. Пользователь имеет возможность подобрать оптимальное соотношение между качеством размещения деталей и временем расчета. При автоматическом размещении задается способ уплотнения деталей на листе, заполненном не целиком. Это влияет на форму и пропорции делового отхода с учетом специфики его дальнейшего использования. Управление выбором деталей для заполнения отверстий позволяет задействовать для размещения в пустотах внутри деталей более мелкие или более крупные детали или же вовсе не заполнять отверстия.
Сочетание автоматического и ручного размещения деталей дает возможность выгодно использовать преимущества каждого режима для наиболее эффективной работы.
.2.3.2 Программирование обработки
После того, как детали размещены на листе, программируется обработка. В простейшем случае достаточно последовательно указать обрабатываемые контуры деталей. Программа строит траекторию движения инструмента с учетом необходимых поправок, формирует подходы, отходы и вспомогательные перемещения инструмента, команды включения и выключения резака, подачи, коррекции и т.д. Возможно настроить следующие параметры:
Подход и отход. Предусмотрена возможность разнообразной настройки способов подхода к обрабатываемому контуру (по прямой, по дуге, по нормали, по касательной и т.п.), выбора точки подхода (автоматически или явно) и режимов работы резака на различных стадиях обработки.
Перемычки. На контуре детали могут быть выделены непрорезаемые участки - перемычки. При построении траектории программа автоматически формирует в таких местах команды включения и выключения резака и встраивает участки подхода и отхода.
Мостики между деталями позволяют обрабатывать несколько деталей без выключения резака. Задание точек перехода траектории от одной детали к другой производится после размещения деталей и учитывается при построении окончательной траектории резака.
Петли обеспечивают качественную обработку углов деталей и могут быть назначены для любого угла.
Назначенная обработка. Для упрощения работы обработка деталей может быть запрограммирована на предварительном этапе с тем, чтобы не повторять одни и те же действия для многократного включения элементов в раскрой.
Обработка вручную. Для нестандартных случаев существует возможность построения траектории и задания технологических команд в явном виде.
Подпрограммы обеспечивают структурирование получаемой управляющей программы и позволяют уменьшить объём формируемого текста.
Обработка деталей совмещенным резом. Пары деталей, размещенные на листе на расстоянии ширины реза, могут быть обработаны единым резом без выключения резака. При обработке отдельных деталей достаточно указать контур детали, которая будет обрабатываться первой.
Предварительная пробивка. При обработке листов большой толщины может потребоваться сначала пробить отверсия в листе, а затем выполнить основную обработку. Для подобной предварительной обработки листа может использоваться либо отдельный резак, либо сверло. Программа позволяет выполнить обработку с предварительной пробивкой отверстий. Предусмотрена возможность задания различных способов предварительной пробивки.
Позиционирование над материалом. В некоторых случаях необходимо при переходе от контура к контуру перемещать резак, минуя отделённые от листа детали и отходы. Эта функция необходима при резке поролона. Иногда она требуется при термической резке для предотвращения столкновения резака с вырезанными деталями и отходами. Программа обеспечивает возможность такого позиционирования с учётом заданного расстояния до детали и до края листа.
Режим автоматической обработки дает возможность максимально упростить программирование обработки большого числа деталей. Программа сама назначает последовательность обхода деталей на листе и выполняет обработку. Различные стратегии обхода деталей обеспечивают соблюдение необходимых условий обработки.
Также есть возможность назначения разделки кромок под сварку. Разделка кромок под сварку может производиться на машинах термической резки, оснащенных трехрезаковыми блоками. В программе предусмотрена возможность обработки деталей как с постоянными, так и с переменными фасками. Постоянная фаска характеризуется постоянством лицевых и тыловых углов и высот по всей длине. Переменная фаска характеризуется равномерным изменением угла и высоты по длине. Программа автоматически встраивает в траекторию движения резака специальные участки - окна вреза в местах включения боковых резаков и петли разворота резаков, которые обеспечивают правильную ориентацию боковых резаков и соблюдение необходимых условий обработки. Положение окон вреза может быть изменено с помощью графического редактора.
Нанесение разметки на лист может производиться с помощью порошка или керна. Контуры разметки могут храниться в базе данных вместе с деталью. В этом случае разметка оказывается размещенной на листе вместе с деталями. Для программирования работы блока разметки достаточно указать контуры разметки в нужной последовательности. Программа произведет все необходимые переключения и построит траекторию.
На машинах, оборудованных несколькими суппортами, одновременно может вырезаться несколько деталей. Программа обеспечивает автоматическое и ручное размещение деталей с учетом возможностей такого оборудования. При программировании обработки требуемая разводка суппортов выполняется автоматически.
.2.3.3 Документирование
Программа формирует следующие выходные документы:
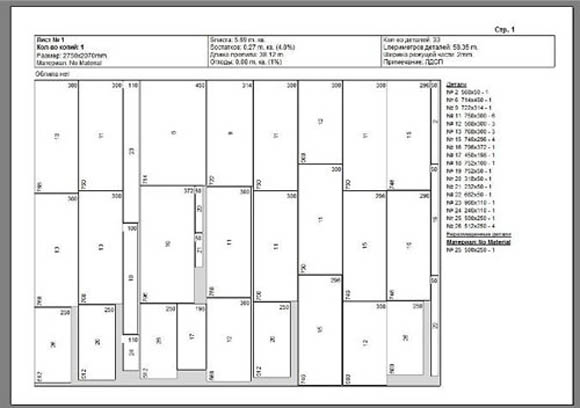
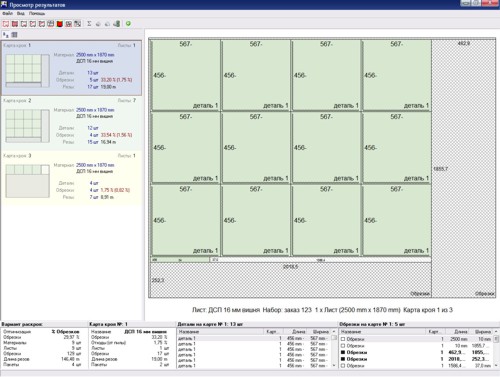
Карту раскроя листа. Карта раскроя представляет собой изображение листа с размещенными на нем деталями, сквозными резами и текстовой информацией. Для каждой детали могут быть указаны ее обозначение, габариты, а также номер, соответствующий месту детали в спецификации. Штамп содержит характеристики листа и реквизиты разработчика.
Спецификацию раскроя листа. Спецификация карты раскроя листа включает перечень размещенных на листе деталей с указанием их обозначения, количества, габаритов и массы. Здесь же указывается норма расхода материала.
Спецификацию задания на раскрой. В ней приводится перечень входящих в задание деталей, ведомость расхода листов, перечень размещенных и неразмещенных деталей.
Как правило, конкретный вид выходных документов определяется традициями предприятия. Генератор отчетов, входящий в Техтран, имеет гибкий механизм настройки формата документов и объема выводимой информации. В результате технолог получает полную информацию по раскрою, включая ведомость расхода листов, перечень входящих в задание деталей, их массу, габариты, нормы расхода материала. С помощью встроенного генератора отчетов внешний вид выходных документов можно настроить под принятые на предприятии стандарты.
.2.4 Создание управляющей программы
В процессе построения геометрических объектов и проектирования раскроя листа происходит формирование текста программы на языке Техтран. Программа включает в себя всю последовательность произведенных действий и может быть использована при дальнейшей работе. Это позволяет гибко сочетать удобство диалогового режима с преимуществами текстового представления программы, к которым относятся:
Использование ранее написанных программ и макросов, быстрая их модификация
Параметризация для типовых деталей
Использование условных операторов, циклов, арифметических выражений и функций
Возможность отладки и исправления ошибок
Система включает набор средств для работы с программой на языке Техтран:
Команды выполнения (выполнить оператор, перейти в макрос, выполнить программу до конца, до курсора и т.п.) позволяют выполнять и отлаживать программу на Техтране. Используя эти команды можно выполнить программу целиком или по частям, приостанавливая процесс для анализа результатов выполнения отдельных операторов.
Средства контроля выполнения дают возможность просматривать значения переменных, использовать графическое окно для визуального контроля объектов программы и просматривать диагностическую информацию, сформированную в ходе выполнения программы.
Постпроцессор, входящий в состав Техтрана, позволяет формировать управляющие программы для различных станков с ЧПУ по программе обработки детали и данным об оборудовании, включенным в состав системы. Используя программу обработки детали, полученную для одного станка, можно получить УП для любого другого станка из списка оборудования.
В состав системы включены данные об оборудовании, позволяющие формировать управляющие программы для машин термической резки, таких как "Гранат", "Кристалл", "Комета", "Енисей", "ESAB", "HEBR". По программе раскроя листа для одного станка можно получить УП для любого другого из имеющихся в списке.
Техтран обеспечивает возможность настройки на конкретное оборудование с ЧПУ. Для описания оборудования требуется заполнить паспорт станка и создать модуль станка на специальном языке Техпост. Такой механизм позволяет пользователям самостоятельно учитывать особенности формирования УП, разрабатывая собственные модули на основе уже имеющихся.
Следует отметить, что Техтран, обладая высокой эффективностью, является простым в изучении и эксплуатации. Как правило, уже через несколько дней после установки технолог приобретает навыки, достаточные для использования Техтрана в производстве. Это подтверждается успешным опытом десятков предприятий, применяющих Техтран для оптимизации раскроя листового материала.
.3 Принцип работы САПР УП системы Техтран
В настоящее время Техтран - это система автоматизированного проектирования технологического процесса (САПР ТП), комплекс программ, включающий в себя САПР с базой данных и системой подготовки документации, а не только инструмент для автоматизированной генерации кода управляющей программы станка. Но если взять САПР УП, то её структура, кроме препроцессора с возможностями графического моделирования и оконным интерфейсом, - классическая для САП APT-типа и продолжает традиции старой САП Техтран. Это входной язык, процессор, промежуточный язык и постпроцессор.
САП - это комплекс технических, программных, языковых, информационных средств, осуществляющих преобразование данных чертежа детали в коды устройства управления оборудованием с ЧПУ. Как правило, САП организованы по классической структуре: входной язык, процессор, промежуточный язык, постпроцессор. В зависимости от реализации возможны отклонения от этой структуры. При разработке системы преследовалось несколько целей. Во-первых, САП должна быть простой в обслуживании, т. е. вмешательство оператора должно быть сведено к минимуму. Во-вторых, САП должна быть мобильной (это позволяет минимизировать затраты при адаптации САП для различных классов ЭВМ и операционных систем). В-третьих, САП должна допускать расширение выполняемых функций.
Входной язык САП - проблемно-ориентированный язык, предназначенный для описания исходных данных о детали и технологическом процессе её обработки на оборудовании с ЧПУ.
Процессор САП - программное изделие, предназначенное для решения общих геометрических и технологических задач, а также задач управления процессом обработки данных на ЭВМ, реализация которого возможна в виде специализированного программного устройства.
Постпроцессор САП - программное изделие, предназначенное для адаптации управляющей программы к конкретному оборудованию с ЧПУ, реализация которого возможна с помощью специализированного программного устройства.
Промежуточный язык процессор-постпроцессор - внутренний проблемно-ориентированный язык САП, служащий для представления данных, передаваемых от процессора к постпроцессору. В литературе промежуточный язык процессор-постпроцессор встречается под названием CLDATA (Cutter Location Data - данные о перемещении инструмента).
Обычно в состав САП входит библиотека постпроцессоров, каждый из которой предназначен для определенной модели системы ЧПУ или модели станка. Разрабатываются также универсальные постпроцессоры, способные формировать УП для различных систем ЧПУ. Графические постпроцессоры предназначены для вывода траектории движения Инструмента на графические отображающие устройства.
В современной системе создание программы на языке Техтран практически полностью автоматизировано, а большая часть информации вводится в препроцессоре с помощью графических построений. Однако благодаря используемой технологии всегда существует возможность вносить корректировки в создаваемый код. Основанный на технологии APT язык описывает все операции, выполняемые в пакете, как построение деталей, так и формирование траектории обработки с помощью последовательно выполняемых операторов.
3. Выбор материала и оборудования.
.1 Способы автоматической резки металла
Автоматические станки сейчас выполняют задачи по резке множества разных материалов, наиболее частое их применение - это раскрой металлических листов. Существует множество способов резки металла:
Лазерная резка <#"justify">Наименование параметраВеличинаШирина обрабатываемого листа, мм.1600длина обрабатываемого листа, мм.3000размер колеи направляющих рельсового пути, мм.2100Количество суппортов1толщина разрезаемого листа, мм.0,5-16вертикальный ход суппорта, мм.70система управленияCNC4000Скорость отработки контура, мм/мин20- 15 000точность позиционирования, мм± 0,15, высший класс по ГОСТ 5614Длина машины. мм3750Ширина машины, мм2300Высота укладки листа, мм750напряжение питания машины3x380 В, 50 Гцприменяемый газ (стандартная поставка)воздух сжатыйПотребляемая мощность, кВт (без источника)1.1масса ходовой части машины, кг550масса машины со столом, кг1400
Стандартная комплектация поставки МТР «Метеор» :
Машина «Метеор» в сборе
Станина с рельсовыми направляющими
Блок управления, включая систему ЧПУ CNC 4000
Стол раскройный с системой вентиляции
Компрессор воздушный
Система плазменной резки (PakMasterM 100 XL (пр.-во США)
ЗиП к плазмотрону Комплект документации Раскройная программа
![]() Раскрой листового материала
Раскрой листового материала
![]() Учебное пособие
Учебное пособие
Программа предназначена для комплексного решения задач прямоугольного раскроя листовых материалов. Она сочетает возможности системы подготовки управляющих программ с функциями организации производственного процесса. Предлагаемая методика работы может использоваться применительно к резке металла гильотинными ножницами, резке стекла, распиловке листового материала из дерева и пластика.
Использование базы данныхПрограмма объединяет традиционные средства программирования обработки Техтрана с базой данных. На базу данных возлагается не только задача управления различными данными, но и управление работой системы в целом, поскольку объектами базы данных являются и программы раскроя листов. Прежде всего, в базу данных заносятся детали, которые могут быть построены средствами Техтрана или импортированы из другой системы. Прямоугольные детали заносятся в базу данных по упрощенной схеме без построения в графическом редакторе. Детали удобно просматривать одновременно со списком всех деталей. Для управления деталями и другими объектами базы данных предлагается единый наглядный механизм, использующий две панели. Такой подход позволяет производить действия над объектами базы данных из списка (создание, удаление, редактирование и просмотр параметров) и одновременно видеть на соседней панели графическое представление элементов списка (деталей, листов, раскроев листов и т.п.). Кроме этого, наличие двух панелей делает удобной работу с объектами, включающими в свою очередь другие объекты. Так, например, раскрой листа содержит детали. Чтобы организовать просмотр деталей, относящихся к различным раскроям листов, в одной панели можно отобразить список раскроев листов, а на другой - список деталей, размещенных на конкретном листе.
Задание на раскройПрограмма организует взаимодействие различных объектов, задействованных в процессе раскроя листового материала. Из деталей, которые необходимо изготовить, формируется задание на раскрой. Затем в задание на раскрой включаются листы для изготовления деталей. Программа обеспечивает возможность автоматического и ручного размещения деталей на листах. При этом программа отслеживает количество неразмещенных деталей и возможность изготовления детали из выбранного листа.
Автоматическое размещение деталей на листеВ режиме автоматического размещения программа размещает детали задания на листы оптимальным образом. Требующиеся дополнительные листы могут быть автоматически взяты со склада. Программа позволяет также автоматически разместить отобранные детали на конкретном листе. При этом выдерживаются заданные расстояния до края листа и между деталями. Детали располагаются таким образом, чтобы обеспечить возможность обработать все детали сквозным резом. Кроме того, учитывается ограничение на длину реза.
Стратегия автоматического размещения обеспечивает весьма высокий коэффициент использования материала. Пользователь имеет возможность подобрать оптимальное соотношение между качеством размещения деталей и временем расчета. При автоматическом размещении задается способ уплотнения деталей на листе, заполненном не целиком. Это влияет на форму и пропорции делового отхода с учетом специфики его дальнейшего использования.
Ручное размещение деталей на листеПредусмотрен ручной режим размещения деталей на листе. В этом режиме деталь выбирается из списка неразмещенных деталей задания на раскрой и укладывается на лист, а затем перемещается на свободное место средствами графического редактора. Имеются также средства точного контроля взаимного расположения объектов. Сочетание автоматического и ручного размещения деталей дает возможность выгодно использовать преимущества каждого режима для наиболее эффективной работы.
Контроль перемещения деталейВ режиме ручного размещения программа берет на себя ряд полезных функций. К их числу относятся различные способы перемещения деталей с контролем взаимного перекрытия, а также возможность располагать детали вплотную друг к другу.
Совмещение сторон деталей позволяет расположить две детали таким образом, чтобы совместить их выбранными сторонами.
Выравнивание деталей по прямой. Такая возможность полезна при расположении деталей под обработку сквозным резом.
Строгий контроль перемещения деталей. Включение этой функции позволяет перемещать детали по листу на экране монитора, как реальные предметы, для которых другие детали и край листа являются непреодолимым препятствием.
Предупреждающий контроль перемещения деталей. При предупреждающем контроле перемещение деталей не ограничивается свободной областью листа. Однако при попадании в зону перекрытия с другими объектами происходит диагностирование недопустимого расположения путем изменения цвета перемещаемой детали.
Перемещение деталей до упора. Эта функция дает возможность прижать деталь вплотную к самому краю свободной области листа. Иными словами, при данной операции происходит перемещение детали в некотором направлении до тех пор, пока она не упрется в деталь или край листа.
Копирование деталей вплотную друг к другу. При копировании деталей в этом режиме автоматически определяется расстояние, на которое может быть перемещена деталь в заданном направлении, чтобы детали располагались вплотную друг к другу.
Программирование обработкиПосле того, как детали размещены на листе, программируется обработка. Существует несколько способов получить последовательность сквозных резов.
Автоматическая обработка. Режим автоматической обработки дает возможность максимально упростить программирование обработки большого числа деталей. Программа сама находит место линий реза на листе, назначает их последовательность и выполняет обработку.
Управляемая автоматическая обработка. При работе по этой схеме программа определяет положение на листе всех возможных линий сквозного реза. От пользователя требуется последовательно выбирать нужные варианты. Такой подход обеспечивает полный контроль программирования обработки, исключая ошибочное зарезание деталей и отслеживая полноту задания всех резов.
Программирование вручную. Для нестандартных случаев существует возможность программировать резы в явном виде. Такой режим обеспечивает произвольность задания положения резов, хотя и перекладывает на пользователя весь контроль допустимости производимых действий.
Использование делового отходаИз неиспользованной части листа формируется деловой отход, который может быть помещен в базу данных для последующего использования.
ДокументированиеПрограмма формирует следующие выходные документы:
Как правило, конкретный вид выходных документов определяется традициями предприятия. Генератор отчетов, входящий в Техтран, имеет гибкий механизм настройки формата документов и объема выводимой информации.
Автоматическая генерация текста