



 Рейтинг: 4.5/5.0 (1850 проголосовавших)
Рейтинг: 4.5/5.0 (1850 проголосовавших)Категория: Windows: Обучающий софт
РЕЗЬБА МЕТРИЧЕСКАЯ
Допуски. Посадки с зазором
Basic norms of interchangeability. Metric screw thread. Tolerances. Clearance fits
МКС 21.040.10
Дата введения 2005-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский и конструкторский институт средств измерения в машиностроении" (ОАО "НИИизмерения")
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 25 от 26 мая 2004 г.)












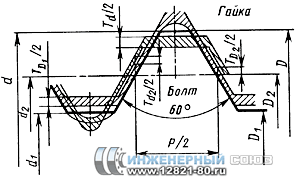
Резьба болта под посадку с зазором
Крепежные резьбы применяют для разъёмных неподвижных соединений деталей трубопроводов. Допуски и посадки резьбовых соединений следует выбирать исходя из конкретных условий эксплуатации соединяемых трубопроводных узлов.
Крепежные изделия с резьбовыми соединениямиВ наше время резьбовые соединения, особенно как крепежные изделия . используются более чем в половине всех существующих механизмов и машин.
Многочисленность типов резьбовых соединений крепежных изделий вызвана многообразием условий их эксплуатации.
Крепежные резьбы применяют для разъёмных неподвижных соединений деталей трубопроводов. Основное назначение крепежных резьб – обеспечение прочности соединений и плотности (нераскрытия) стыка в процессе применения.
Общими требованиями являются
Несмотря на значительные отличия типов резьбы, основные принципы взаимозаменяемости, а также системы допуска и посадки резьб крепежных изделий являются едиными. Поэтому в дальнейшем проблемы взаимозаменяемости резьбовых соединений рассмотрим применительно к крепежным метрическим резьбам.
Система допусков и посадок резьбовых соединенийСистемой допусков и посадок деталей машин называют набор допусков и посадок, построенных закономерно на основе опыта, теоретических расчетов и экспериментов и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых. но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин. Оптимальные градации допусков и посадок являются основой стандартизации режущих инструментов и измерительных средств, обеспечивают достижение взаимозаменяемости изделий и их составных частей, обусловливают повышение качества продукции.
Основной принцип построения допусков и посадок на резьбовые соединения крепежных изделийРезьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр. Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
Диаметральные погрешности уменьшения наружной резьбы и погрешности увеличения – для диаметров внутренней резьбы не повлияют на свинчиваемость. Однако любая погрешность шага резьбы и угла профиля мешает свинчиванию крепежной детали.
В России стандартизованы:
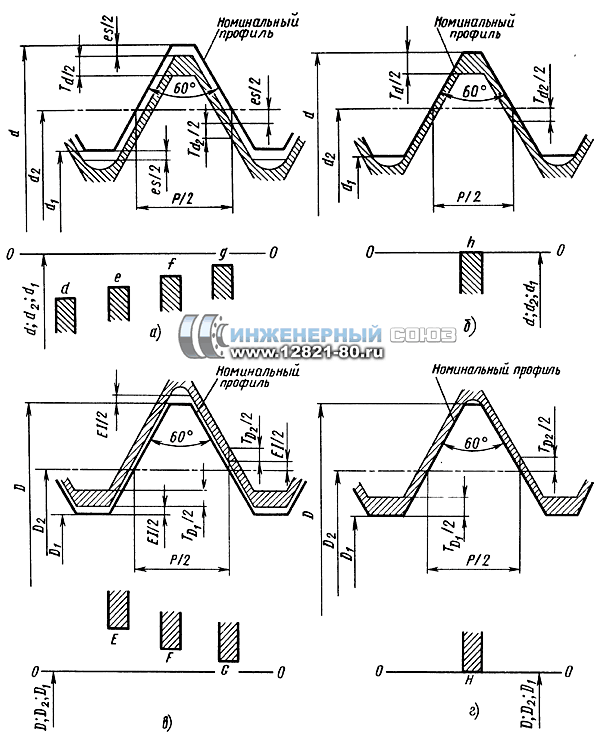
Рис. 1. Поля допусков метрической резьбы крепежа для посадок с зазором.
а. б - наружная резьба; в. г - внутренняя резьба;
d, e, f, g, (а ); h (б ); E, F, G (в ); H (г ) – основные отклонения
Наиболее распространена посадка с зазором, где номинальный средний диаметр равен наибольшему среднему диаметру резьбы гайки. Расположение полей допусков метрической резьбы в посадках с зазором показано на рис. 1. Отклонения (ГОСТ 16093-81) отсчитываются от линии номинального профиля резьбы перпендикулярно оси резьбы.
Допуски для диаметров резьбы болтов и гаек определяются в зависимости от принятой степени точности, обозначаемой числами. Принят следующий дискретный ряд значений степени точности для диаметров болта и гайки: d = 4, 6, 8; d 2 = 4, 6, 7, 8; D 1 = 5, 6, 7; D 2 = 4, 5, 6, 7. Допуски диаметров d 1 и D не устанавливаются.
Расположение полей допусков диаметров резьбы относительно номинального профиля определяют ряды основных отклонений. верхние отклонения es для наружной резьбы шпилек и нижние отклонения EI для внутренней резьбы гаек.
Значения допусков диаметров зависят от степени точности и шага резьбы (допуск среднего диаметра зависит, кроме этого, ещё и от номинального диаметра резьбы). Стандартом описаны допуски среднего диаметра Тd 2. TD 2. наружной и внутренней резьб, наружного диаметра Td наружной резьбы и внутреннего диаметра TD 1 внутренней резьбы (рис. 1).
Обозначения полей допуска резьбыДопуски средних диаметров являются суммарными, включающими отклонения собственно среднего диаметра и диаметральные компенсации отклонений шага и половины угла профиля.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметра d для болтов и диаметра D 1 для гаек).
Обозначение поля допуска диаметра резьбы состоит из значения точности (цифры) и буквы, означающей основное отклонение.
Обозначение поля допуска резьбы включает в себя: 1) обозначение поля допуска среднего диаметра, помещаемого на первом месте, и 2) обозначения поля допуска наружного диаметра для болтов (внутреннего – для гаек ).
Если обозначения полей допуска диаметра по вершинам резьбы и среднего диаметра совпадают, то в поле допуска резьбы обозначение не дублируется.
Примеры обозначения полей допусков:
Посадки крепежных изделий обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе — обозначение поля допуска болта, к примеру: М10 — 6H/6g и М10 X 1 — 6H/6g.
В зависимости от требований, предъявляемых к точности резьбового соединения, поля допусков резьбы болтов и гаек установлены в трех условных классах точности (знаком * отмечены поля допусков предпочтительного применения):
Узнать стоимость работы
В зависимости от эксплуатационных требований к степени подвижности резьбовых соединений стандартами установлены поля допусков, образующие посадки трех групп: с зазором (ГОСТ 16093 – 81), переходные (ГОСТ 24834–81) и с натягом (ГОСТ 4608–81).
Наружная резьба (болт) нормируется по среднему и наружному диаметрам (d2 и d ), внутренняя резьба (гайка) – по среднему и внутреннему диаметрам (D2 и D1 ). Допуски этих диаметров резьбы устанавливаются по степеням точности, которые обозначаются цифрами. Степени точности диаметров резьбы приведены в табл. 6.1.
E, F, G, H
Длины свинчивания резьбы подразделяются на три группы: короткие (S ), нормальные (N ) и длинные (L ).
Поле допуска диаметра резьбы образуется сочетанием степени точности и основного отклонения. Поле допуска резьбы образуется сочетанием полей допусков средних диаметров (D2, d2 ) с полями допусков диаметров выступов D1 и d .
Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение. Например:
4h, 6g, 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещенного на первом месте, и обозначения поля допуска диаметра выступов. Например:
7g6g; 5H6H,
где 7g – поле допуска диаметра d2; 6g – поле допуска диаметра d ; 5H – поле допуска диаметра D2 ; 6H – поле допуска диаметра D1 .
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. Например:
где 6g – поле допуска диаметров d2 и d; 6H – поле допуска диаметров D2 и D1.
В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Примеры обозначения резьбыС крупным шагом :
М12 – 6g (наружная резьба),
М12 – 6H (внутренняя резьба).
С мелким шагом:
М12 ´ 1- 6g7g (наружная резьба),
М12 ´ 1 – 4H5H (внутренняя резьба).
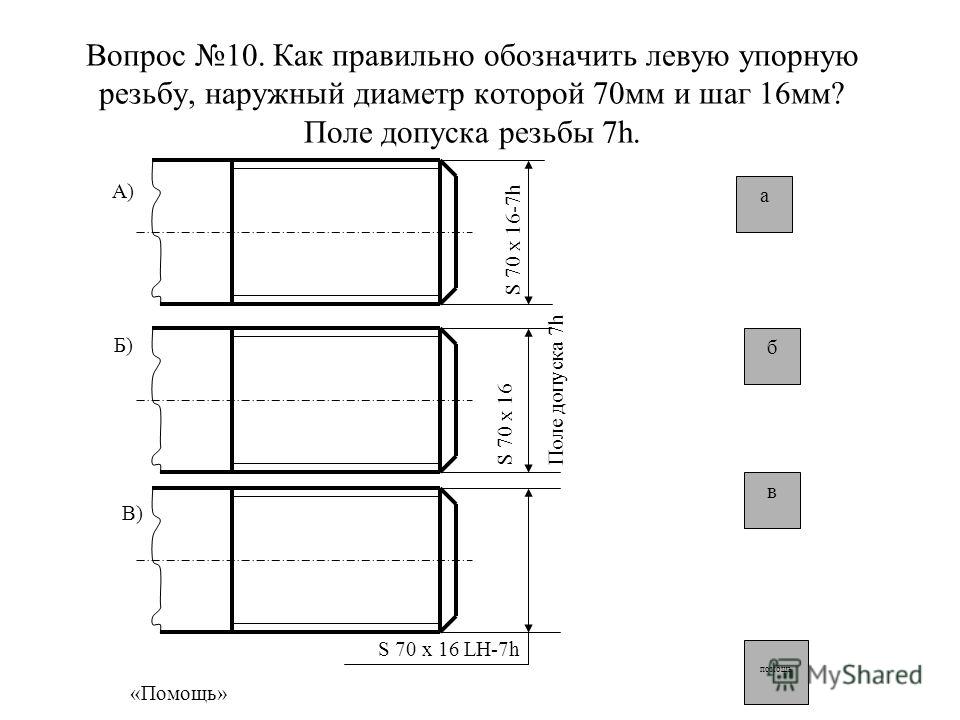
Левой резьбы:
М12 ´ 1 LH – 6g ( наружная резьба),
М12 ´ 1 LH – 6H (внутренняя резьба).
В соответствии со сложившейся во многих странах практикой поля допусков сгруппированы в три класса точности: точный, средний и грубый. Понятие о классах точности условное (на чертежах и калибрах указывают не классы, а поля допусков), его используют для сравнительной оценки точности резьбы.
Длина свинчивания (N ) в условном обозначении резьбы не указывается.
Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметрах в обозначении резьбы в следующих случаях:
1) если она относится к группе N ;
2) если она относится к группе S. но меньше, чем вся длина резьбы.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
М12 – 7g6g -30.
Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе – обозначение поля допуска наружной резьбы. Например:
М12 – 6Н/6g,
M12 ´ 4H5H/7g6g,
M12 ´ 1 LH –  .
.
Переходные посадки в резьбовых соединениях применяются, если необходимо обеспечить их неподвижность в процессе работы без создания большого натяга, и предназначаются для наружных резьб (резьба на ввинчиваемом конце шпильки).
Для переходных посадок предусмотрены поля допусков:
· на средний диаметр наружной резьбы (d2 ) – 4jh ;4j; 4jk ; 2m ;
· на средний диаметр внутренней резьбы (D2 ) – 3H ; 4Н ; 5H ;
· на внутренний диаметр внутренней резьбы (D1 ) – 6H ;
· на наружный диаметр наружной резьбы (d) – 6g (в обозначении не указывается).
Посадки с натягом в резьбовых соединениях применяются, когда необходимо устранить возможность самоотвинчивания без применения дополнительных элементов заклинивания (только за счет натяга); предназначены эти посадки для нагруженных резьб.
Для посадки с натягом предусмотрены поля допусков:
· на средний диаметр наружной резьбы (d2 ) – 3n. 3р. 2r ;
· на средний диаметр внутренней резьбы (D2 ) – 2H ;
· на наружный диаметр наружной резьбы (d ) – 6e. 6c ;
· на внутренний диаметр внутренней резьбы (D1 ) – 4D. 5D. 4C. 5C.
Незначительное увеличение натяга в резьбовом соединении может вызвать быстрый рост напряжений и появление пластических деформаций, поэтому возникает необходимость проведения селективной сборки с сортировкой резьбовых деталей на две или три размерные группы (рис. 6.2).
При обозначении посадок с натягом резьбовых соединений в скобках указывается число сортировочных групп по среднему диаметру. Например:
M12 – 2H5C(2) / 3p(2)
в скобках указано число сортировочных групп по среднему диаметру.
Соединение деталей с помощью резьбы широко применяется в машиностроении для образования неподвижных (крепежных) и подвижных (кинематических) соединений. Более подробную информацию о видах резьбы, достоинствах и недостатках этого вида разъемных соединений можно получить здесь.
Современные методы нарезания и контроля резьб обеспечивают полную взаимозаменяемость резьбовых деталей. Главным условием взаимозаменяемости резьб является свинчиваемость винтов и гаек, имеющих резьбу одинакового профиля, шага и номинального диаметра, при получении данного характера соединения без подгонки.
Свинчиваемость и характер резьбового соединения определяются соотношением и точностью средних диаметров наружной (болта) и внутренней (гайки) резьб.
Метрическая резьба является основным типом крепежной резьбы.
Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля ? = 60 °. Профиль резьбы на болте отличается от профиля резьбы в отверстии гайки величиной притупления его вершин и впадин.
Основными параметрами метрической резьбы являются: номинальный диаметр – d (D ) и шаг резьбы – Р. устанавливаемые ГОСТ 8724–81 в миллиметрах, а также средний диаметр резьбы d2 (D2 ) и внутренний диаметр резьбы d1 (D1 ).
На рис. 1 показаны основные параметры и расположение полей допусков для крепежной метрической резьбы Н6/g6 .
Для свинчиваемости парных резьб необходимо, чтобы на длине свинчивания действительные диаметры наружной и внутренней резьбы не выходили за пределы номинального контура, являющегося наибольшим предельным контуром наружной резьбы и наименьшим предельным контуром для внутренней резьбы.
Таким образом, действительные размеры реальных резьбовых поверхностей на всей длине свинчивания не должны выходить за предельные контуры резьбы.
У большинства резьб по наружным и внутренним диаметрам предусматриваются зазоры и поля допусков расположены так, что погрешности этих диаметров не препятствуют свинчиваемости резьб. Поэтому свинчиваемость резьб зависит только от точности средних диаметров (d2. D2 ), шага и угла профиля резьбы.
Указанные погрешности взаимно независимы, но между ними легко установить математическую связь. Это позволяет компенсировать допустимой погрешностью среднего диаметра резьбы влияние погрешностей шага и угла профиля на свинчиваемость (диаметральная компенсация, см. рис. 1 ).
В зависимости от эксплуатационных требований к степени подвижности резьбовых соединений стандартами установлены поля допусков, образующие посадки трех групп: с зазором (ГОСТ 16093–81 ), переходные (ГОСТ 24834–81 ) и с натягом (ГОСТ 4608–81 ).
Наружная резьба (болт) нормируется по среднему и наружному диаметрам (d2 и d ), внутренняя резьба (гайка) – по среднему и внутреннему диаметрам (D2 и D1 ). Допуски этих диаметров резьбы устанавливаются по степеням точности, которые обозначаются цифрами.
Степени точности диаметров резьбы приведены в табл. 1 .
Таблица 1. Степени точности диаметров резьбы
5.2. ВЫБОР И ОБОЗНАЧЕНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ
(по ГОСТ 2. 309-73; ГОСТ 8724-81; ГОСТ 9150-81; ГОСТ 11709-81; ГОСТ 16093-81; ГОСТ 24705-81; ОСТ 1 OC105-83;
МУ 1.1.17-89; ОПО-003)
5.2.1. Метрические резьбы предназначаются для резьбовых соединений из сталей и сплавов (алюминиевых, магниевых, титановых и др.) с наружной и внутренней резьбой и используемых как без покрытия, так и подвергаемых после резьбообразования анодированию или электролитическим защитным покрытиям (цинкованию, кадмированию, никелированию, серебрению, меднению и т.п.), а также для деталей из пластмасс.
5.2.2. Для деталей из материалов с временным сопротивлением ( s в <1373 МПа (140 кгс/мм 2 резьбовые соединения с наружной и внутренней резьбой необходимо применять по ГОСТ 9150, ГОСТ 8724, ГОСТ 24705, ГОСТ 16093.
При этом номинальный профиль резьбы выполняется с плоскосрезанной или закругленной формой впадины с радиусом закругления R=(0,100 - 0,144)Р на внутреннем диаметре наружной резьбы.
5.2.2.1. На деталях из материалов, имеющих диапазон прочности с верхним пределом больше 1373 МПа (140 кгс/мм 2 ) (например, для стали З0ХГСА с s в =1080 1422 МПа (110-145 кгс/мм 2 ), резьбу выполнять также по стандартам, указанным в п.5.2.2.
5.2.3. Для деталей из материалов с временным сопротивлением s в і 1373 МПа (140 кгс/мм 2 ) или имеющих повышенную чувствительность к концентраторам напряжений (титановые сплавы) резьбовые соединения необходимо применять по ОСТ 1 00105, согласно которому номинальные профиль резьбы выполняется с увеличенным внутренним диаметром внутренней резьбы и с увеличенной закругленной формой впадины с радиусом закругления R (0,144 - 0,180)Р на внутреннем диаметре наружной резьбы.
5.2.3.1. Допускается применение наружных резьб с увеличенной закругленной формой впадины и внутренних резьб с увеличенным внутренним диаметром по ОСТ 1 00105 на деталях из всех материалов без ограничения по прочности.
5.2.4. Расположение полей допусков резьбы относительно номинального профиля определяется основным отклонением: верхним " для наружной резьбы (типа болтов) и нижним " для внутренней резьбы (типа гаек).
Устанавливаются следующие ряды основных отклонений, обозначаемых буквами латинского алфавита (строчной для наружной резьбы и прописной для внутренней резьбы):Фрагмент текста работы
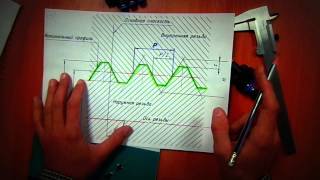
1.Параметры метрической резьбы. Расположение полей допусков.
Р- шаг резьбы,мм,это расстояние между ближайшими одноименными сторонами профиля по среднему диаметру; d,D- наружные диаметры болта и гайки, мм; d2 ,D2 - средние диметры резьбы, мм. Данные параметры являются основными, они определяют посадку резьбы; d1 ,D1 – внутренние диаметры резьбы, мм; Н- теоретическая высота профиля, мм, Н=0,86Р; Н1 - реальная высота профиля, мм, Н1 =5/8Н=0,54Р; ? – угол профиля; ?л /2 – левая половина угля профиля; ?п /2- правая половина угла профиля.
При назначении допусков наружной резьбы (резьбы болта) в зависимости от резьбового сопряжения могут быть выбраны основные отклонения: d, e, f, g, h. Для внутренней резьбы(резьбы гайки) могут быть назначены –E,F,G, H.
Дифференциальные параметры.
Конусообразность - отклонение профиля продольного сечения, при котором образующие прямолинейны, но не параллельны.
Бочкообразность - отклонение профиля продольного сечения, при котором образующие не прямолинейны и диаметры увеличиваются от краев к середине сечения.
Седлообразность - отклонение профиля продольного сечения, при котором образующие не прямолинейны и диаметры уменьшаются от краев к середине сечения.
Отклонение от цилиндричности – наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра. Понятие отклонение от цилиндричности характеризует совокупность отклонений формы всей поверхности детали.
Поле допуска – область в пространстве ограниченная двумя соосными цилиндрами.
3. Приведенный средний диаметр внутренней резьбы. Суммарный допуск среднего диаметра резьбы. Условие годности внутренней резьбы по среднему диаметру. Пример обозначения точности гайки на чертеже.
Приведенный средний диаметр резьбы .
Свинчиваемость будет обеспечена только в том случае, если разность средних диаметров резьб болта и гайки будет не меньше сумм диаметральных компенсаций погрешностей шага и половины угла профиля обеих деталей. Для упрощения контроля резьбы и расчета допусков введено понятие приведенного среднего диаметра резьбы, учитывающего влияние на свинчиваемость величин и.
Значение среднего диаметра резьбы, увеличенное для наружной резьбы или уменьшенное для внутренней резьбы на суммарную диаметральную компенсацию отклонений мала и угла наклона боковой стороны профиля называется приведенным средним диаметром .
Приведенный средний диаметр для внутренней резьбы
Суммарный допуск среднего диаметра резьбы
Средний диаметр, шаг и угол профиля являются основными параметрами резьбы, т.к. они определяют характер контакта резьбового соединения. Однако вследствие взаимосвязи между отклонениями шага, угла профиля и собственно среднего диаметра допустимые отклонения этих параметров раздельно не нормируют. Устанавливают только суммарный допуск на средний диаметр болта и гайки, который включает допустимое отклонение собственно среднего диаметраи диаметральные компенсации погрешности шага и угла профиля, т.е.
Верхний предел суммарного допуска среднего диаметра наружной резьбы ограничивает величину приведенного среднего диаметра. а нижний предел – величину собственно среднего диаметра. Для внутренней резьбы – это допуск, нижний предел которого ограничивает величину приведенного среднего диаметра, а верхний предел – величину собственно среднего диаметра.
Условия годности резьбы Обозначения точности и посадок метрической резьбыс крупным шагом
болт М12 - 6 g; гайка М12 – 6H ;
с мелким шагом
болт М12x1 – 6g; гайка М12x1 – 6H .
Посадки резьбовых деталей обозначают дробью, в числителе
которой указывают поле допуска гайки, а в знаменателе – поле допуска болта, например: М12 – 6 H /6g;M12x1 – 6H /6g.
Длину свинчивания Nв условном обозначении резьбы не указывают. Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметрах при обозначении резьбы в следующих случаях:
1) если она относится к группе L;
2) если она относится к группе S, но меньше, чем вся длина резьбы.
Например: M12 – 7g6g- 30
1. Три типа посадок в системе вала. Схемы расположения полей допусков и примеры обозначения посадок в системе вала на чертеже.
2. Отклонения формы плоских поверхностей. Их нормирование и примеры обозначения на чертеже допусков формы плоских поверхностей.
Отклонение формы плоских деталей.
Отклонения от плоскостности - наибольшее расстояние от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка.
Частные случаи – выпуклость, вогнутость.
При применении отклонений от прямолинейности и плоскостности используют поверочные линейки или концевые меры.
3. Нормирование точности зубчатых колес и передач. Принцип комбинирования ном точности. Примеры обозначения точности зубчатых колес.
Нормирование точности зубчатых колесУстановлено 12 степеней точности. Самая точная - 1, самая грубая - 12. Для 1 и 2 степеней точности допуски не установлены (в перспективе), 12 - не применяется.
Используются с 3 по 11.
3 - 5 - измерительные колеса;
6 - 9 - редукторы общего назначения;
3 - 8 - металлорежущие станки;
6 - 10 - прокатные станы;
8 - 11 - с /х машины.
В каждой степени точности нормируются (установлены допуски):
3 нормы точности
1. Кинематическая точность
2. Плавность работы
3. Контактная точность
Нормы кинематической точности определяют допустимую величину погрешности угла поворота колеса за один оборот колеса.
В каждой норме точности установлены комплексные и дифференцированные показатели.
размеры сечений резьб и их предельные отклонения
ОСНОВНЫЕ РАЗМЕРЫ МЕТРИЧЕСКОЙ РЕЗЬБЫ
( ГОСТ 9150-2002, ГОСТ 8724-2002, ГОСТ 24705-2004 )
ГОСТ 8724-2002 представляет собой идентичный текст международного стандарта ИСО 261-98 «Резьбы ИСО общего назначения. Диаметры и шаги в диапазоне диаметров от 1 до 300 мм» и содержит дополнительные требования, отражающие потребности экономики страны (до 600 мм).
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150 и устанавливает их диаметры от 0,25 до 600 мм и шаги от 0,075 до 8 мм. Основные размеры метрической резьбы - по ГОСТ 24705. Допуски резьбы - по ГОСТ 9000 и ГОСТ 16093.
d2. D2 - средние диаметры соответственно болта и гайки;
d1. D1 - внутренние диаметры соответственно болта и гайки;
d3 - внутренний диаметр болта по дну впадины (для расчета напряжений);
р - шаг резьбы;
Н - высота исходного треугольника.
Номинальные значения диаметров резьбы должны соответствовать указанным на чертеже и в таблице. Приведены основные резьбы диаметром от 2 до 300 мм 1-го и 2-го (в скобках) ряда.